Hi, am trying to use Bed Visualizer Plugin with Repetier firmware 1.0.3. It is up and running, but the bed is mirrored along the diagonal line from Xmin/Ymin to Xmax/Ymax. I am attaching 4 screenshots demonstrating the issue. I was running tests with business card placed on top of one of the bed corners.Corners Xmin/Ymin and Xmax/Ymax appear at the right places. Other 2 corners are swapped.
Flipping along X and Y in this case won't really help, but I still tried. With selected Flip X option plugin failed to parse the output. It just hanged showing "Please wait, retrieving current mesh" message. Flip along Y worked, but in fact flipped the image along X.
I am new to auto bed leveling and what caught my eye was that Repetier scans the grid differently when running G32 and G33 commands. Not sure if this is a bug, "feature" or something I need to change in the configuration.
In my tests I used 3x3 grid (just to save time). Extract from serial.log is attached. Running OctoPrint 1.3.10 on OctoPi 0.16.0.
serial.log (107.5 KB)
This is the direction of G32 moves. P1 is at Xmin/Ymin: 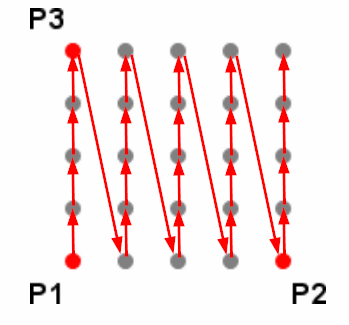
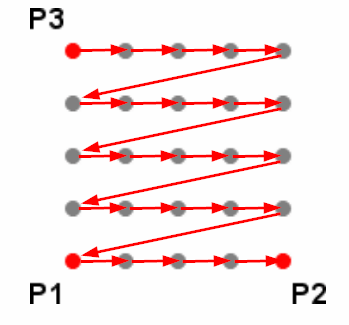
This is the direction of G33 moves. P3 is at Xmin/Ymax:
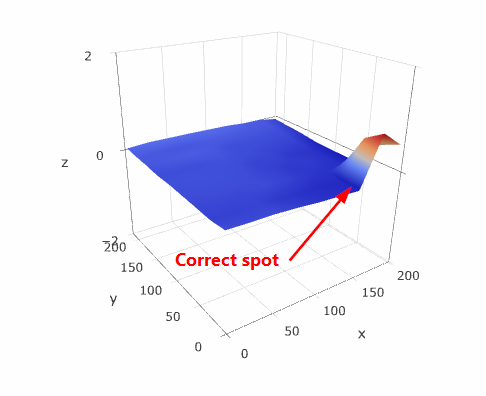
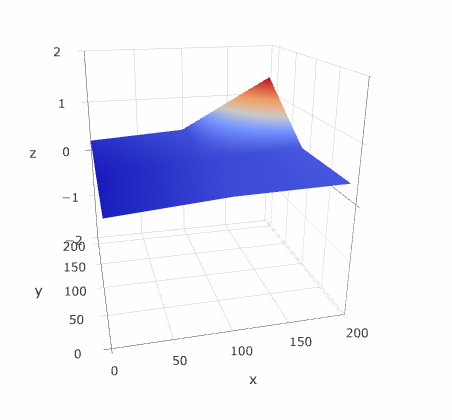
This is the drawing with elevated Xmin/Ymin corner (correct):
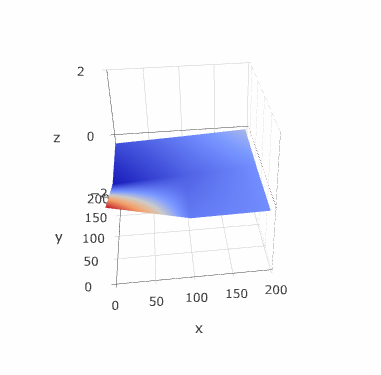
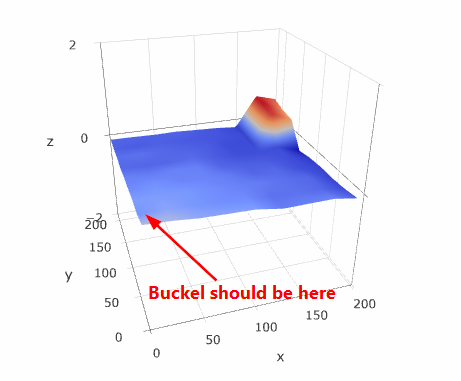
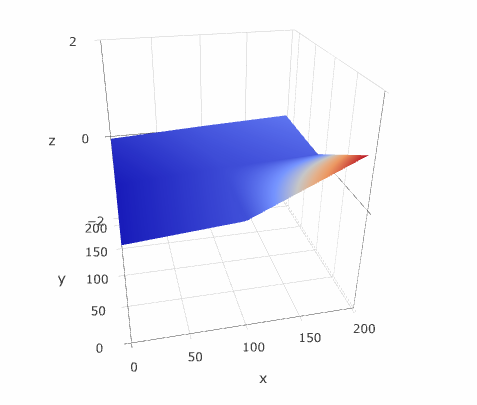
Elevated Xmax/Ymin (wrong)
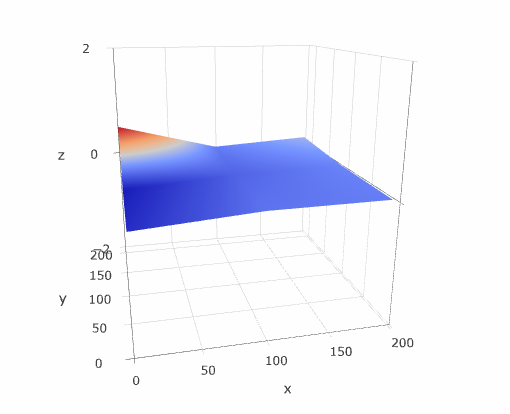
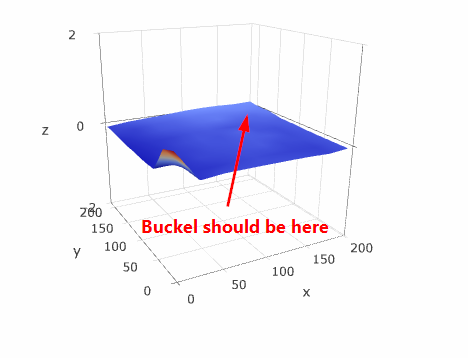
Elevated Xmin/Ymax (wrong)
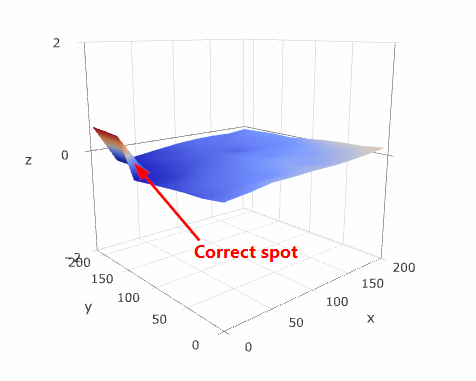
Elevated Xmax/Ymax (correct)
These are my GCODE commands from plugin settings:
G28
M155 S30
G1 Z20 F400
M140 S60 ;Start heating bed
M190 S60 ;Wait for bed to reach temp before proceeding
G1 X100 Y100 F6000 ; center printhead
G1 X-9 S1 F4000 ; Pull probe down Step 1
G1 Y-3 F4000 ; Pull probe down Step 2
G1 Y20 F6000 ; Move head back to print area Step 3a
G1 X20 S0 F6000 ; Move head back to print area Step 3b
G1 X0 Y0 F4000 ; Move head to X0 Y0 Step 3c
G32 S2 ; S2 Saves in EEPROM
G1 X0 Y0
G1 Z10 F400
@BEDLEVELVISUALIZER
G33
M500 ; save config in EEPROM
M155 S3
G1 X100 Y100 F6000 ; center printhead
G1 X-9 S1 F4000 ; Pull probe up Step 1
G1 Y204 F4000 ; Pull probe up Step 2
G1 Y100 F6000 ; Move head back to bed center Step 3a
G1 X100 S0 F6000 ; Move head back to bed center Step 3b
Thanks