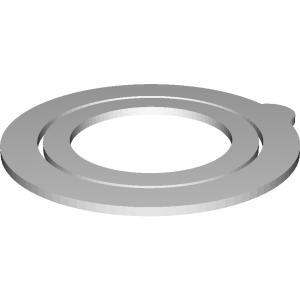
I've got an older blender in the kitchen. It says it's an Osterizer. It has two o-rings which keep it from leaking when the various parts are attached; they're just old and getting kind of yucky. So I thought I'd use this flexible PLA filament I have to see if I could design something.
I sliced it with a raft and let that get laid down as standard white PLA. I also let two layers of the part itself print with the PLA then paused, did a filament change to the flexible PLA and then let it continue. I note that I've adjusted the feed rate and flow rate in OctoPrint to 108% in both cases since the feed wheel seems to want to slip a little on the side of the flexible filament itself. This seems to be the required compensation for this to behave itself.
You may be wondering why I didn't just do the entire job in flexible PLA. I've learned my lesson with this stuff. It simply will not come off the print bed. So under no circumstances should you print this stuff directly to a BuildTak surface. It's best to do as I've done and print a couple layers of standard PLA first then allow this to continue on top of that.
I also note that I'm heating this to 192C which is the same as the earlier standard PLA. I think I would recommend 100% infill for this stuff; otherwise, I think it might give you difficulties. As it's printing and I'm viewing it from the top, I see that there are not clear lines like you might see with PLA. It almost appears like a foam, to be honest. Given the nature of this material, I think it's going to make for a workable pair of o-rings. I'll let you know tomorrow, though.
You gotta love their "gets better with age" sales hyperbole. ha (Yeah, right.)
Anyway, they worked perfectly. They're flexible but not as much so as the original rubber versions. To be honest, the tab on the original one usually got in the way of some feature that's on the blender base. By making that smaller it seems to be happier. I suppose I envision a future in which (intelligent) consumers will buy some relatively-new product and just start replacing anything about it that's poorly-designed; I know I've certainly done so with my own 3D printer.
wrt printbite it's one of the thousands FR4 materials that they found to work good.. the "better with age" thing is, for me, true I have few plates and they actually do work even better with time .. dunno what's experience of other users.. but I'm happy i stumbled upon it some years ago
as for the orings and few other sealing techniques, I tried to use some "flexible" and some "TPU NINJAFLEX" from hobby king (flexible is lot harder then tpu ninjaflex, but still flexible) and the tpu ninjaflex deformed and lost seal rather quickly (weeks) while the "flexible" worked for a long time but after few months (while still sealing ok) some of the "strings" where the pressure is, started showing..
flexible (That works for me but show some stringing at the places where you deform it by pressure)
the "tpu ninja" that loses form after few tens of sessions
maybe printing the harder one hotter would solve that but since it works I didn't change it ... the tpu-ninja, probably a different shape, more "meat" would work but .. maybe it's just too soft.
gp3d is also PRC right? I'll have to try their soft filaments too thanks for the hint
I got this one either from Fry's Electronics (unlikely) or from printedsolid.com possibly (but I'm not seeing it on their vendor list). They're a subsidiary of Green Project and they appear to be out of Hacienda Heights, California for what it's worth.
I don't love the Printing Temp range as suggested on the box: 180C-230C (really?) So expect to have to dial it in on your own, I suppose.
I find that replacing the full PTFE tubing with a cutoff 1" piece of same and gravity-feeding the filament from above removes half the battle of filament delivery with the flexible filament.
for soft filaments I'm using some weird hotend I made myself 10 years ago that has some glass filled ptfe tube inside peek tube and some bodged driver made out of parts for PRC copy of bondtech ... we were testing glassfilled ptfe (me and arcol from .hu) hoping it will be "stronger" with higher temps, but it didn't (it and cf filled ptfe show even more deformation with temperature) but on the other hand, it seems / feels like tpu slides trough it even easier than trough plain ptfe
Interesting. I'm thinking that the ruby nozzle might be good for this sort of filament.
:Reminding myself: Oh yeah, I probably need to clear the hotend from last evening's session. I don't want to leave that stuff cold in the nozzle for too long.
ruby is actually a very crappy nozzle (both original and other clones), the only thing it does good is resistance to ware so the tip don't get shorter, hole does not get bigger etc, but the flow is awful, problem is that inside of the nozzle there's a very rough transition... the other issues ppl have with it (low quality brass, it breaks at low torque while twisting etc.. if you are interested look at https://www.youtube.com/watch?v=srtpoEE93-M ) are irrelevant for me, but this flow thing is a big deal and I believe it will make TPU extrusion worse.... I assume new e3d coated with that new fancy coat will be best (have not tried) .. wrt regular brass, hardened steel and aluminium, best flow I got with aluminium nozzle
yeah I guess he got so incredibly pissed as what he got was so far from his expectation that he broke .. but he has a valid point on many things there ..
I noticed that ruby have very bad flow but didn't bother to look inside till I seen this video and the hard shoulder explains a lot ... on the other hand I'm hearing from ppl that this new coating from e3d gives even better surface finish then ruby... need to order one to try
 (If you need a larger one - they also got a 310*310 surface)
(If you need a larger one - they also got a 310*310 surface) I have few plates and they actually do work even better with time
I have few plates and they actually do work even better with time  @ 0:14 into it his pronouncement of its worth. The guy's dropping the f-bomb all over the place. I laughed the entire video. Thanks for that.
@ 0:14 into it his pronouncement of its worth. The guy's dropping the f-bomb all over the place. I laughed the entire video. Thanks for that.