Alexus
February 15, 2020, 9:53am
1
Hi All,
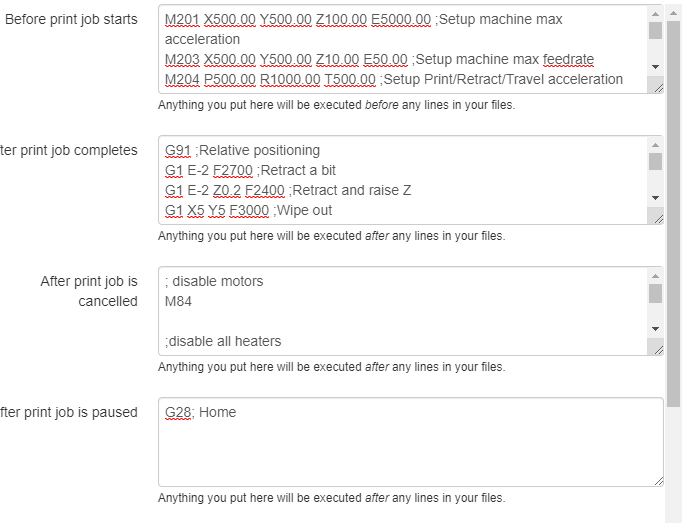
Using the GCode section in Octoprint instead of in my cura files. I put the follwing in:
When i started the print it didn't do the nozzle wipe or ABL, So my guess is that it didn't work at all.
I removed all G Code from Slicer too so it literally just started printing. I think there must be somethign wrong with how I enetered the code.
Help would be great
Can you share the complete code you put into the boxes?
BTW: these codes really belong into the slicer because this one can select the correct temperatures for the filament you use.
I do not have a start code in OctoPrint, just a short one for the end:
G28 X0 ; home X axis
G1 Y180
M84 ; disable motors
M117 Print finished
Also, I would not home the printer when it's paused. You can't go on with the print after that pause. You may have a look here: https://docs.octoprint.org/en/master/features/gcode_scripts.html
Alexus
February 15, 2020, 10:09am
3
That's great to hear thank you ! You're absolutely right. thinking about it, it might also crush the print?
How does it know which filament i use?
Start :
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
G28 ;Home
G92 E0 ;Reset Extruder
END:
G1 X0 Y{machine_depth} ;Present print
M84 X Y E ;Disable all steppers but Z
Thanks for your help. I'm new to GCode....evidently
You are welcome.
Yes, when using G28, the printer goto to zero on all axes. This can result in conflicts with your print.
You select the filament in your slicer: PLA, PETG, ABS etc... these need different temperatures for extrusion and the heat bed.
Alexus:
Start :
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
G28 ;Home
G92 E0 ;Reset Extruder
As I see in this, there are no commands to heat up the nozzle nor the heat bed. So the printer can't print anything.
For more information on gcode you may have a look here: https://reprap.org/wiki/G-code
Alexus
February 15, 2020, 10:32am
5
Appreciate it thank you. It did however do the print just none of the start or end code in octoprint. I ended up with a calibration cube at the end. odd
The red underlines are from your browser's attempts at helping you to spell correctly, I'd guess.
1 Like
Alexus
February 15, 2020, 10:45pm
7
Appreciate it thanks, thought it might be some kind of intellisense.