I' using this lines (inserted automatically in each .gcode-file before begin):
The relevant part here may be the 3 extrusion-lines below, I have good results with this initiation,
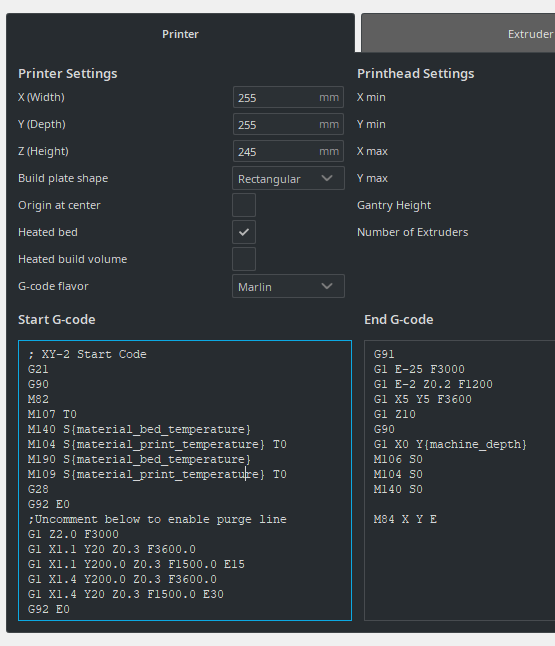
I'm using this with Prusa-Slicer, Cura and Simplify3D. My 3D-Printer is a CR10, modified...
;~~~~~~~~~~~~~
; Edit Temperature depending on the material:
; PLA: 200-215gC / 60 -65gC
; PETG: 230-250gC / 70-75gC
; TPU: 230gC / 60gC => half speed!
;Temp:
M104 S230 ;Set Hotend Temperature
M140 S72 ;Set Bed Temperature
M109 S240 ;Wait for Hotend Temperature
M190 S72 ;Wait for Bed Temperature
M105 ;Report Temperatures
;!!! Search further for M140 (Bed Temp), M104 (Extruder Temp.) and M106 (Fan) !!!
;~~~~~~~~~~~~~~~~~~
M82 ;absolute extrusion mode
M201 X500.00 Y500.00 Z100.00 E5000.00 ;Setup machine max acceleration
M203 X500.00 Y500.00 Z10.00 E50.00 ;Setup machine max feedrate
M204 P500.00 R1000.00 T500.00 ;Setup Print/Retract/Travel acceleration
M205 X8.00 Y8.00 Z0.40 E5.00 ;Setup Jerk
M220 S100 ;Reset Feedrate
M221 S100 ;Reset Flowrate
M420 S1 ; enable the leveling mesh that previously was aquired with M29 and saved with M500
G28 ;XYZ-Homing (w. BLTouch)
;Draw 3 Extrusion-Lines and press Filament-Rests to Bed:
;G28 ends with Z=20mm, so Nozzle is on 20mm (height)
G92 E0 ;Reset Extruder (to "0")
G1 X110.0 Y10.0 F8000 ;Move fast to first position (X110,Y10) with 8000mm/m ("X,Y-Zero" is at 10,10 mm from "0,0")
G1 Z0.25 ;Move Down Z-Axis(=Nozzle) to 0,25mm height from bed
G1 X10 Y10 Z0.25 F1200 E10 ;Draw the first line (100mm length) in X-direction "0") with 1500mm/m extruding 10mm
G1 X10 Y15 Z10 F3000 ;Move Y+5mm forward and Z+10mm up
G1 Z0.25 ;There Move Nozzle down to 0,25mm...
G1 X60 Y15 F1200 E15 ;...and draw the second line (50mm) in X-Plus-direction, extruding 5mm more
G1 X10 Y25 Z8 F3000 ;Move to third position (Y+10mm and Z=8mm height)
G1 Z0.25 ;there again move Nozzle down to 0,25mm
G1 X10 Y75 F1200 E20 ;...and draw the third line, now 50mm in Y-direction
G1 X10 Y80 Z6 ;finally move Nozzle to Y+5mm forward and up 6mm (height)
G92 E0 ;Reset Extruder (Extruder-relative-position to "0")
;~~~~~~~~
;gcode at end-of-file:
G91 ;Relative positioning
G1 E-2 F2700 ;Retract a bit
G1 E-10 Z0.2 F2400 ;Retract and raise Z
G1 X5 Y5 F3000 ;Wipe out
G1 Z10 ;Raise Z more
G90 ;Absolute positionning
G1 X10 Y270 ;Present print
;G1 X10 Y10 ;To Home-Position
M106 S0 ;Turn-off fan
M104 S0 ;Turn-off hotend
M140 S0 ;Turn-off bed
M84 ;Disable all steppers
M82 ;absolute extrusion mode
;End of Gcode
;~~~~~~~~~~~~~~
;for my prusa-slicer in conjuction with "DisplayLayerProgress-Plugin":
;gcode before each layer-change:
;Layer: [layer_num] / Z: [layer_z]mm
M117 INDICATOR-Layer[layer_num]