It looks a little funny but that M83/M84 pair suggest that this was inserted, along with that M0.
My thoughts exactly. Plus the existence of the "X190 Y190", which is where the head temporarily parks while waiting for the M0
I set it for 5MM, what I don't understand is how "Layer85" equates to 5MM
Please forgive me if I've gotten all of this wrong. I know absolutely NOTHING about gcode, and only wrote my very first line of python just this week while trying to figure out how to get an SB Motor Board to run my Omnibot 2000, which, BTW, I've gotten absolutely nowhere with
I think I'm gonna take the head off and put a Darth Vader mask on him
It won't help me write the python any better, but , it'll look cool
I found this function before and I allready used it. But I have to plan the pause before I start the print. In my case I wanted to interrupt the print, because I found out, that I started a bad file.
By the way, as you mentioned, Cura can only insert one pause. But when you save the gcode file twice with different pause heights, you can merge the two files with a good editor and the result is a gcode file with 2 pause heights. Worked good in my case, where I printed a plate with three different color layers.
By the way, as you mentioned, Cura can only insert one pause.
What version of Cura are you using? With the version I have, I can insert as many pauses as I want.
I'm using Cura 15.04.6. Maybee not the newest, but it works for me.
My 3D printing experience doesn't go that far back  so you may be right that it only allows one pause.
so you may be right that it only allows one pause.
Here's my take on that, for what it's worth:
;LAYER:85
;TYPE:CUSTOM # 1st line of their insert
M83 # Extruder relative mode
G1 E-1.000000 F6000 # Retract 1mm
G1 Z15 F300 # Park above &
G1 X190.000000 Y190.000000 F9000 # Move away
M84 E0 # Stop the idle hold
M0 # Full stop (& then you Resume)
G1 E1.000000 F6000 # Extrude 1mm & then
G1 E-1.000000 F6000 # Retract another 1mm
G1 X105.409000 Y119.758000 Z6.730000 F9000 # Move closer
G1 E1.000000 F6000 # Extrude that 1mm from before
G1 F9000 # Set the movement speed
M82 # Extruder absolute mode
G1 F2400 E1064.89482 # Re-initialize the extrusion
# amount saved from before
G1 Z6.770 # Move to .04 above start
G0 F9000 X102.995 Y119.758 Z6.730 # Get ready to begin again
1 Like
Cool. You speak GCODE.
Do ya also speak Klingon ?
And how did you get G1 Z6.770 = .04 above start ?
Is the .04 in MM ?
Was that a calculation of stepper motor action ?
I do have the newest Cura, but, first of all, there are so many settings that it's just plain confusing, and I like the settings that I've currently got in my 15.04.6, and secondly, and probably most importantly, Octoprint allows you to import settings from Cura to use in its own slicer, which I find quite handy at times, BUT, only if you don't go any higher than version 15.04.6
Cura did a major overhaul after that, and the built in slicer gets as confused as I do by those settings
It's for those two reasons that I'm sticking with the older version
OK, call me a nerd  but I downloaded Cura 15.04.6 and have the following observations:
but I downloaded Cura 15.04.6 and have the following observations:
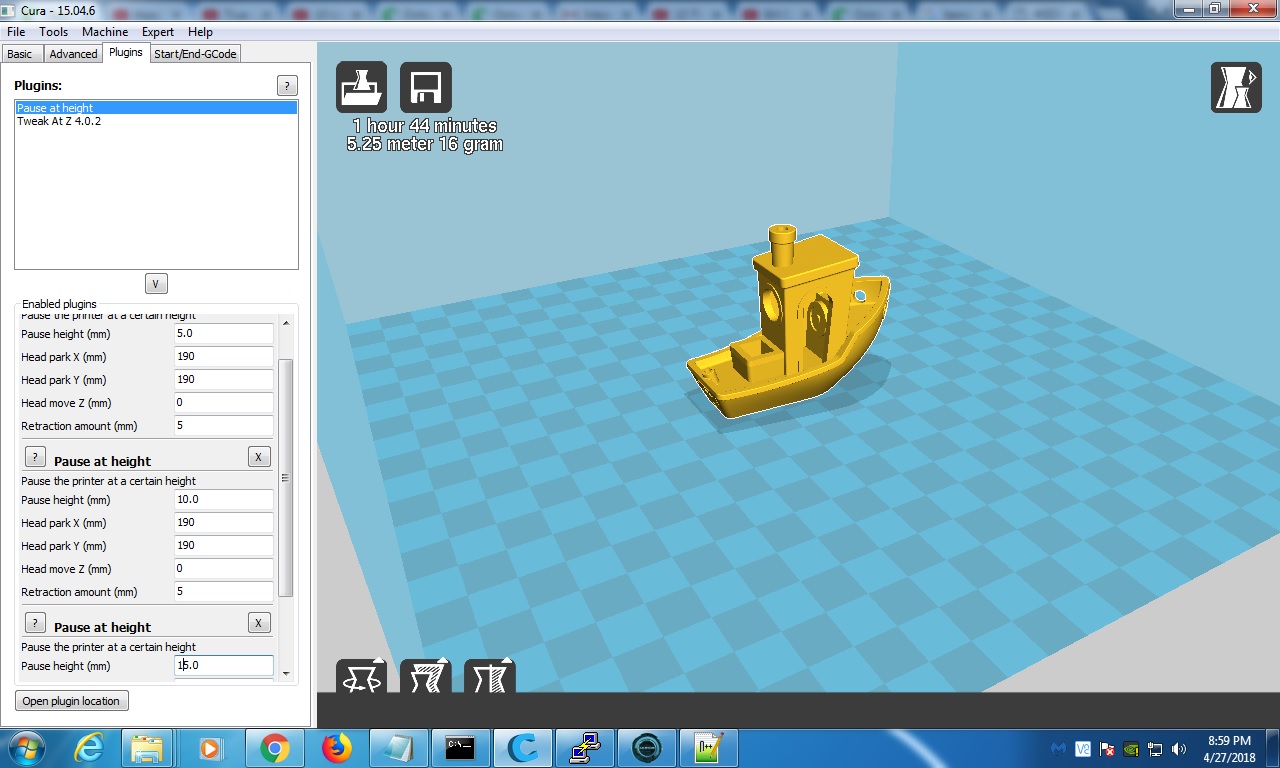
- You can have more than one "Pause at height", just click the plugin for as many as you want.
- "Pause at height" is brain-dead and gets confused with Z changes in the start gcode
Attached is an updated "Pause at height" that fixes that. Due to discourse not liking .py or .zip, I added a .log to the file name. You will have to remove that after you download it. Open Cura, go to the Plugins tab and at the bottom, click on "Open plugin location". Rename the old one (PauseAtZ.py.orig), put my modified, renamed version in that directory (you will need administrator privileges to do that). Close and open Cura and you should be good to go.
pauseAtZ.py.log (3.7 KB)
I inserted the "Pause at height" plugin twice, but I found only one pause in my gcode file. You can insert the plugin more than once, but it is only working one time.
Did you change the height of the second instance of the plugin? Here's what I did:
- Install Cura 15.04.6
- Start Cura, define a printer
- Load a file to slice, 3DBenchy.stl
- Click on the plugins tab
- Click on Pause at height 3 times
- Change the height of the second instance to 10
- Change the height of the third instance to 15
- Save the GCode
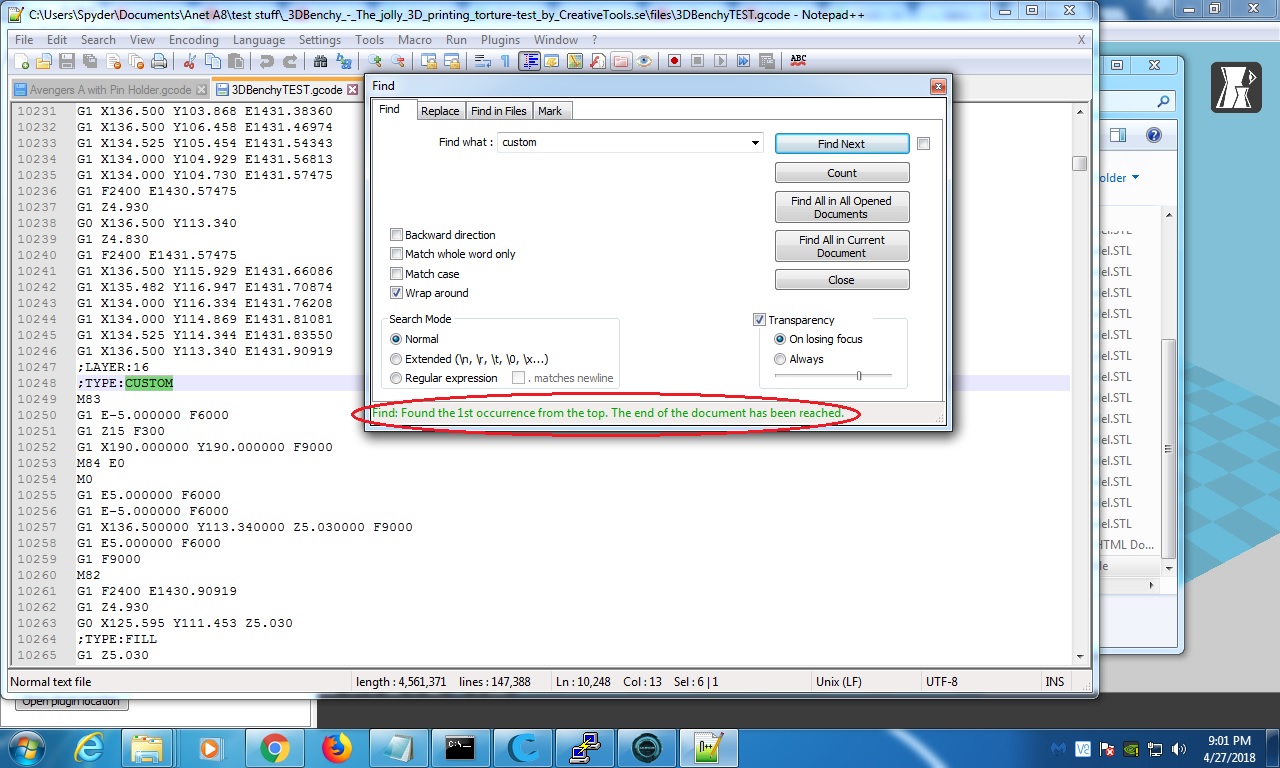
- Look at the GCode and discover that Z heights of 5,10, and 15 all occur in the start gcode.
- Go back to Cura, change the heights to 20, 30, 40.
- Save the GCode
- Look at the Gcode and see custom commands at Z=20, 30, and 40.
- Modify the PauseAtZ.py to fix the start gcode problem.
- Open Cura again, change the heights to 5,10,15.
- Save the GCode
- Verify that my fix worked and there are 3 custom command sections at Z=5, 10, and 15.
That little magic trick was called subtraction. ha
G1 Z6.770 # Move to .04 above start
G0 F9000 X102.995 Y119.758 Z6.730 # Get ready to begin again
It's just the 6.770mm - 6.730mm = 0.04mm.
Actually... not seeing more than one
If I raise the height in MM, the custom moves up in layer height, but, I still see only one custom
I probably did something wrong (I did mention that I have no idea what I'm doing, didn't I ?)
Okay, I understand the Z6 now
I see the pause, the park, and the resume with your Z6 change explanation, but, why does the X resume in a different spot ?
I made an assumption that there was a G1 command right before your initial comment in which that was the final resting place before layer 85 starts.
Okay, but, I wanna try a quote first...
(So that's how you work the quote button...)
Yup, there's your code, 3 times. Then I changed them to 5, 10, and 15
I saved the gcode, then I opened it with notepad++ (like only insane people would do, cuz, really, who would be nutz enough to try to actually READ gcode while being a beginner ?)
What this looks like to me, (and I could be wrong here) is that 3 instances of the code tried to get inserted into Cura, but, only the last one had any effect
I'll eventually add a --codeAtZ flag to my GcodeEdit project... I just need to know what a good/solid pause looks like.
In theory, you could just run the GcodeEdit command as many times as you needed to.
only the last one had any effect
Only the first one had any effect (the Z values around ;LAYER:16 are around 5).
Looks like you did everything correctly.
Change the heights to 30, 40, 50 and see what you get. If you only get one CUSTOM section, then I'm confused because we are both running the same version of Cura (15.04.6) and I get 3 CUSTOM sections.
who would be nutz enough to try to actually READ gcode while being a beginner
Learning to read gcode is almost mandatory... Its part of your education! 