Howdy! Yeah, I don't have confidence in using multi-material in the same print, but I have confidence that I can choose a filament and it'll actually print 90% of the time.
I've had big issues with the tip getting plugged in the hot end after retracting, so I've reduced the retraction in Slic3r for now. But I've started to expand it for my PETG prints.
I need to print some auto-rewinding spool holders.
The thick tips were the issue here too. Until I read in some forums, that the PTFE tube in the hotend should be the delivered one with the small inner diameter (0.85 mm or so).
Also the ID of the heat-break of the MK2.5/MMU2 is smaller as the one of the MK2. As far as I understand, the most of the ramming is made in the end area of the heat-break where its already in the heat-sink.
I checked all the material I had and assembled the hotend referring the E3D manual.
So, up to now, no issues with PLA (fingers crossed)...
I've seen these auto rewinders too, but I have my filament in some plastic boxes with dehumidifiers inside. The construction looks a bit chaotic:
eep, if the hotend PTFE is supposed to be smaller, either I did that at install time or .. I don't have it. In any case I am using retraction like 0.4 instead of a number like 2-4.
I assume you mean 1.85, not 0.85.
Your setup is much better than mine. I'm out of town for the week, I'll post a pic when I get back.
Hi @arhi!
Yes, there is. But I've never seen it in real action. And it may help with the "fat head", but it's useless with extreme stringing.
@tedder42: I assume we talked about different stringing. Stringing during print with the model is no issue here.
I meant the stringing during the filament extraction with PETG. But as I read in other forums, this is a systematic problem with PETG and can not be avoided. (I hope I'm wrong )
no clue, never seen it live, don't own anything from them, so just seen it in a commercial
not sure I undestand what you are saying here .. what's "stringing during filament extraction" ? how is that different from regular retraction during print? I assume the issue is you remove petg filament and you have "ugly tip" (long thin etc...) that you have to prime properly before you continue printing ... but anything related to the "tip shape" should be solved with that knife ?!
enabled or not is not a question if there is a support for it, should be trivial to enable it right?!
well petg is a "more stringi" material for sure, oozes lot more ... especially at high temps and fat nozzles .. what helps tremendously with petg is thin nozzles (0.2mm for e.g. ) ... no oozing, no stringing ..
eventually. sorta like (re)enabling the filament sensor, which would be really nice with the MMU2. there's a fork with that sensor enabled, poor documentation though: https://github.com/TheZeroBeast/MM-control-01
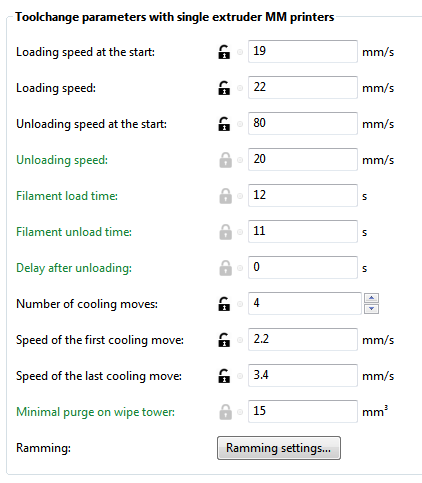
Before the filament is retracted back to the park position behind the filament selector, there is a procedure called ramming (cooling and smashing the end of the filament). This is to produce a nice tip with no or a minimum amount of stringing behind. This strings can cause problems in some ways. They can make the FINDA misbehave, and when the filament is pushed back towards the hotend, it can fold back and make the tip stuck in the PTFE tube.
Also an amount of string pieces can clog the filament ways by time.
PLA can make some very fine tips, so unloading and reloading are for 99% with no issues.
PETG, it seems so, always produce kind of long strings, no matter what you set up. So is my experience. The reason is the different chemical construction and it's wide temperature range of a certain viscosity when hot.
So, a thick, almost non flexible tip could be cut of by the knife, but these string, almost as thin as spider web thread, can*t be cut.
clear what you are talking about now ... can't discuss that it's too detailed and I don't have the device myself to test my theories (they might be toooooo way off point since I only seen the device on picture)



 )
)