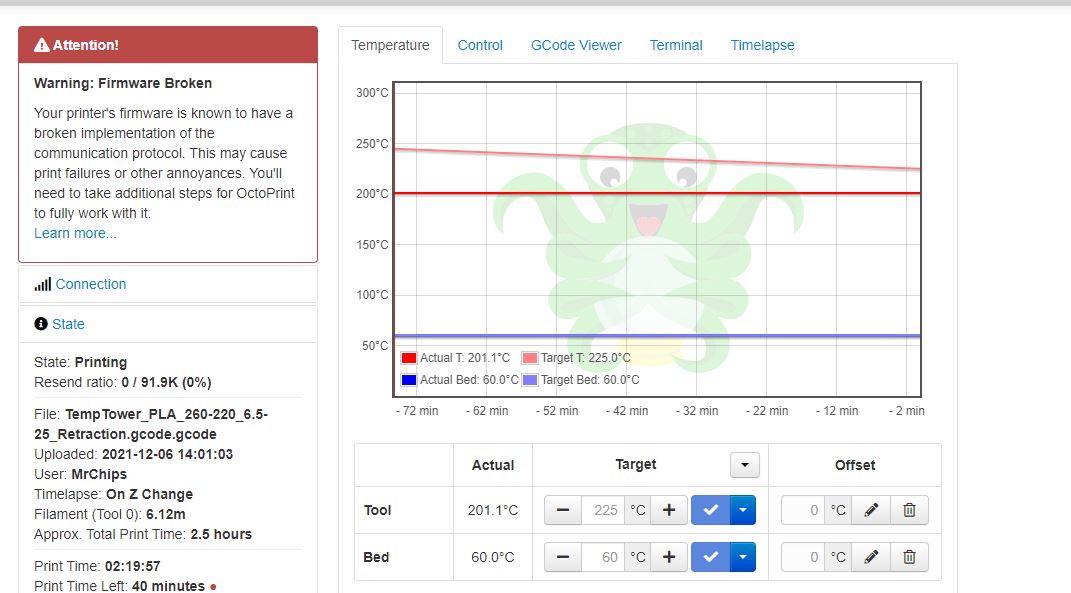
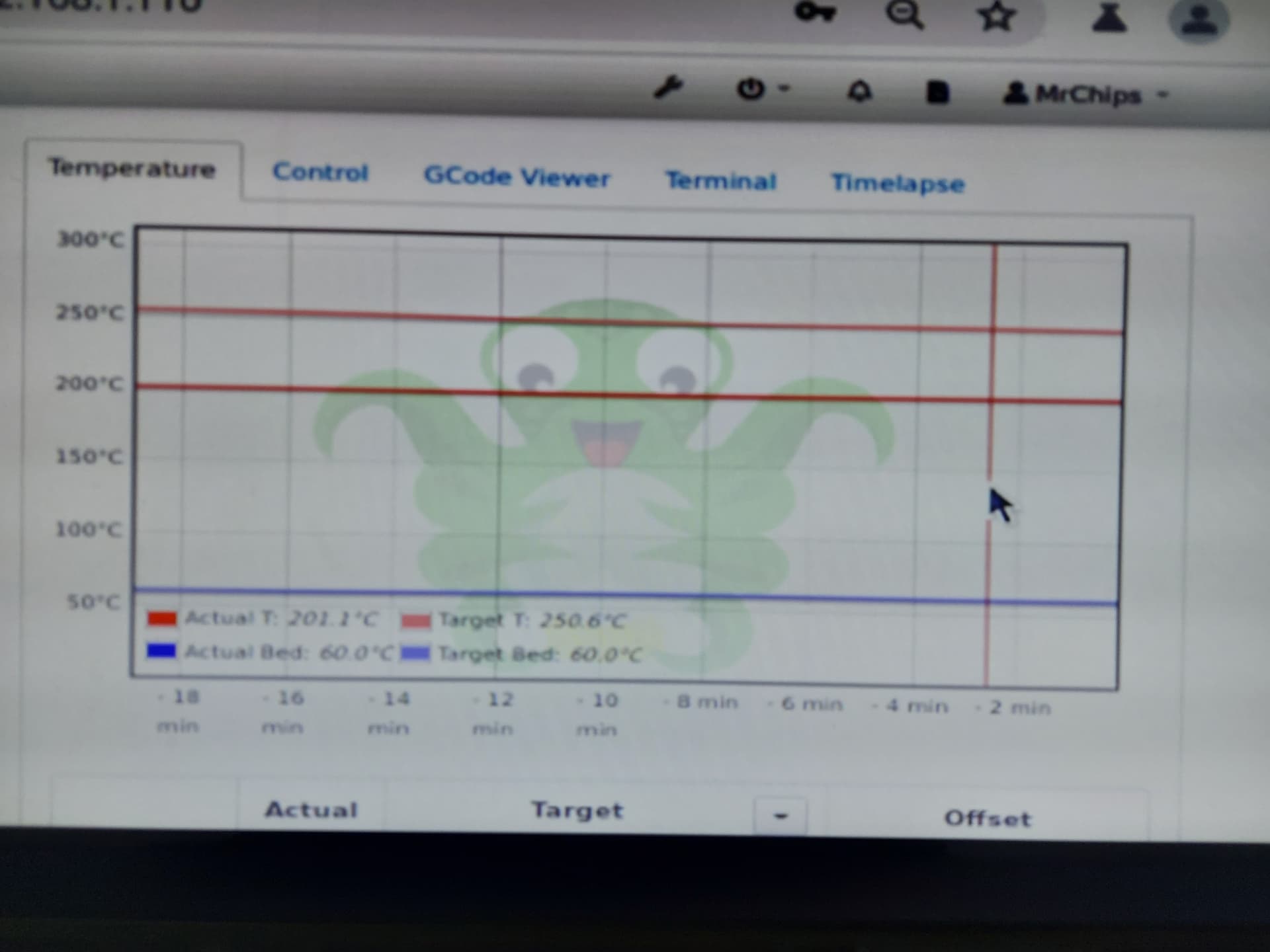
I am confused. None of the temperature graphs I see here reflect what I expect to see when printing a temperature tower. I decided to create a very simple test case (see below) and the resulting temperature graph (see below that). I left out the actual printing parts. You may want to change the position of the nozzle, the temperatures, and the delay between changes but the resulting temperature graph should look similar to mine.
G28
G0 X140 Y140 Z10
M109 S180
G4 S60
M109 S190
G4 S60
M109 S200
G4 S60
M109 S210
G4 S60
M109 S220
G4 S60
M109 S230
G4 S60
M109 S0
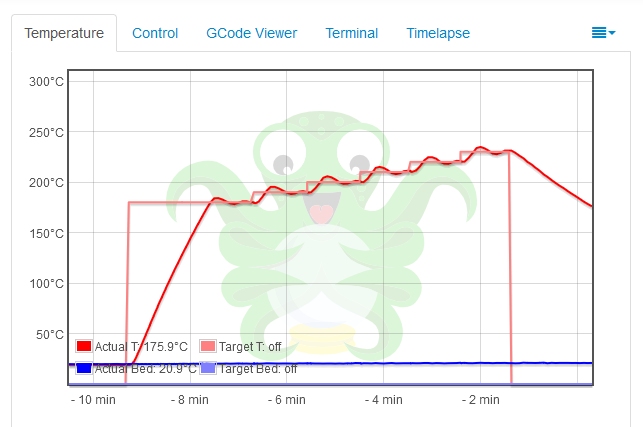
I am cycling through the tool heads on my LulzBot TAZ 6 doing PID tuning and this data was collected before I completed the process for this tool head. Pretty sure this graph would look better after I finish.
Here are the input and output files, Temp_Test.zip (71.3 KB)
since you stated you are using PrusaSlicer, in the custome gcode section of the printer tab insert the following in either the "before layer change gcode" or "after layer change gcode" section and reslice the file. You may need to change the specific layer values or temp values.
{if layer_z==1.6} M104 S225 ; T tower floor 1
{elsif layer_z==11.6} M104 S220 ; T tower floor 2
{elsif layer_z==21.6} M104 S215 ; T tower floor 3
{elsif layer_z==31.6} M104 S210 ; T tower floor 4
{elsif layer_z==41.6} M104 S205 ; T tower floor 5
{elsif layer_z==51.6} M104 S200 ; T tower floor 6
{elsif layer_z==61.6} M104 S195 ; T tower floor 7
{elsif layer_z==71.6} M104 S190 ; T tower floor 8
{elsif layer_z==81.6} M104 S185 ; T tower floor 9
{elsif layer_z==91.6} M104 S180 ; T tower floor 10
{endif}
Hi tsturgill
I did originally say that I used Prusa to slice a .stl file, but since then, I obtained from Thingiverse a gcode file expressly stated to be for the Ender.
It was gcode file that I ran today, the original code being changed to run at higher temperatures.
I do like the if statements you mention, and can see how that should work
Thank you for your response
Hi b-morgan
I like this.
It's worth a punt.
Thank you.
I will let you know how it goes.
Well! That didn't go quite like I expected!
Just in case I have done something stupid I will relate the steps I took to get this disappointment.
I cut and pasted the code into Notepad from b-morgan's post above.
Notepad would only save it as a .txt, so I then renamed it as a .gcode file.
I uploaded it into Octoprint on my PC and printed to my Ender3.
These test results make it even stranger that I got an earlier perfect print when the data in Octoprint was less than accurate..
Am I chasing a false goal here?
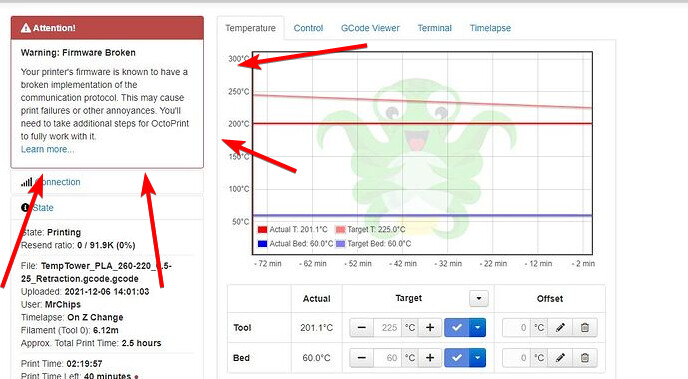
"Broken implementation of the communication protocol" can also cause a whole bunch of trouble with temperature reporting. Take care of this, this message is not there for fun.
Additionally something indeed seems to be off with your heaters, or you wouldn't get heating failed messages from your firmware. This indicates something like loose wiring/intermittent connection errors or outright heater failure.
All in all everything in this thread looks like a beyond confused firmware and a strong need to make sure your wiring is sound, your printer electronics are sound and also your firmware itself is sound.
Very many thanks for your response foosel.
When I first saw the error report I spent a considerable amount of time, within the level of experience that I have, to resolve the error message situation. I am getting a new board as an Xmas present from my son, so I will repeat all of those efforts again. With a new all-metal extruder as well (What a good son!)
I am very much looking forward to getting this working.
Is there any link that you can suggest, please, to help working out how to get rid of the errors in my system.
There's a link right in the message shown to you in OctoPrint, just click on "Learn more" 
I must admit, that was the first port of call, but was unsuccessful. I will persevere, because I really want this to work for me as it obviously does for so many more people.
@Ewald_Ikemann suggested that you run a PID auto tune in Temperature tower problem - #8 by Ewald_Ikemann which included a link for more information.
I'm also going to suggest you run a PID auto tune which is very simple. In OctoPrint, connect to your printer. In the Terminal tab, type M503 and note the results (cut and paste into a text editor). Now enter the PID auto tune M303 command, for example:
M303 C10 E0 S200 U
When this completes, send another M503 and verify that the M301 result has changed.
Now enter an M109 S200 and let the printer sit for a few minutes. What does the temperature graph look like now?
Note: I have added links (blue) to the Marlin documentation for each command so you can educate yourself.
On one of the tool heads on my Lulzbot TAZ 6, the factory default PID parameters were so far off that the tool head would not successfully complete temperature related gcode commands in the Start Gcode inserted by the slicer at the beginning of every gcode output file. I'd like to verify that the same thing isn't happening to you.
If this is successful (and who knows with Creality firmware), then try my simple temperature test again.
Note 2:
If you enable the serial.log, then you can just download and post it here. It might be interesting to see the log of my simple temperature test.
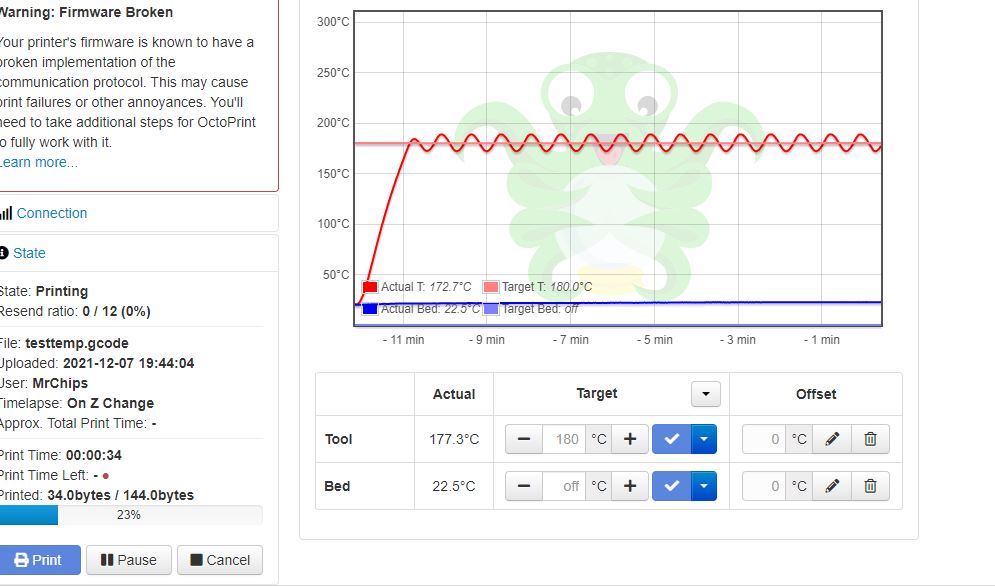
Thanks b-morgan.
I have run your PID instructions and the temperature is now as solid as a rock,
I have tried M109 S200 ... M109 S"10 .... M109 S190 and it remains steady.
I have turned on serial logging, as you suggest, and attach it here.
I will now try to run again, the file that was the original issue and starting point, and see what happens.
I have attached the full System bundle.
Looks like you may all be getting me there.
I do like Octoprint, and look forward to having my system up and running properly so that I can get the best out of it.
octoprint-systeminfo-20211208190101.zip (90.9 KB)