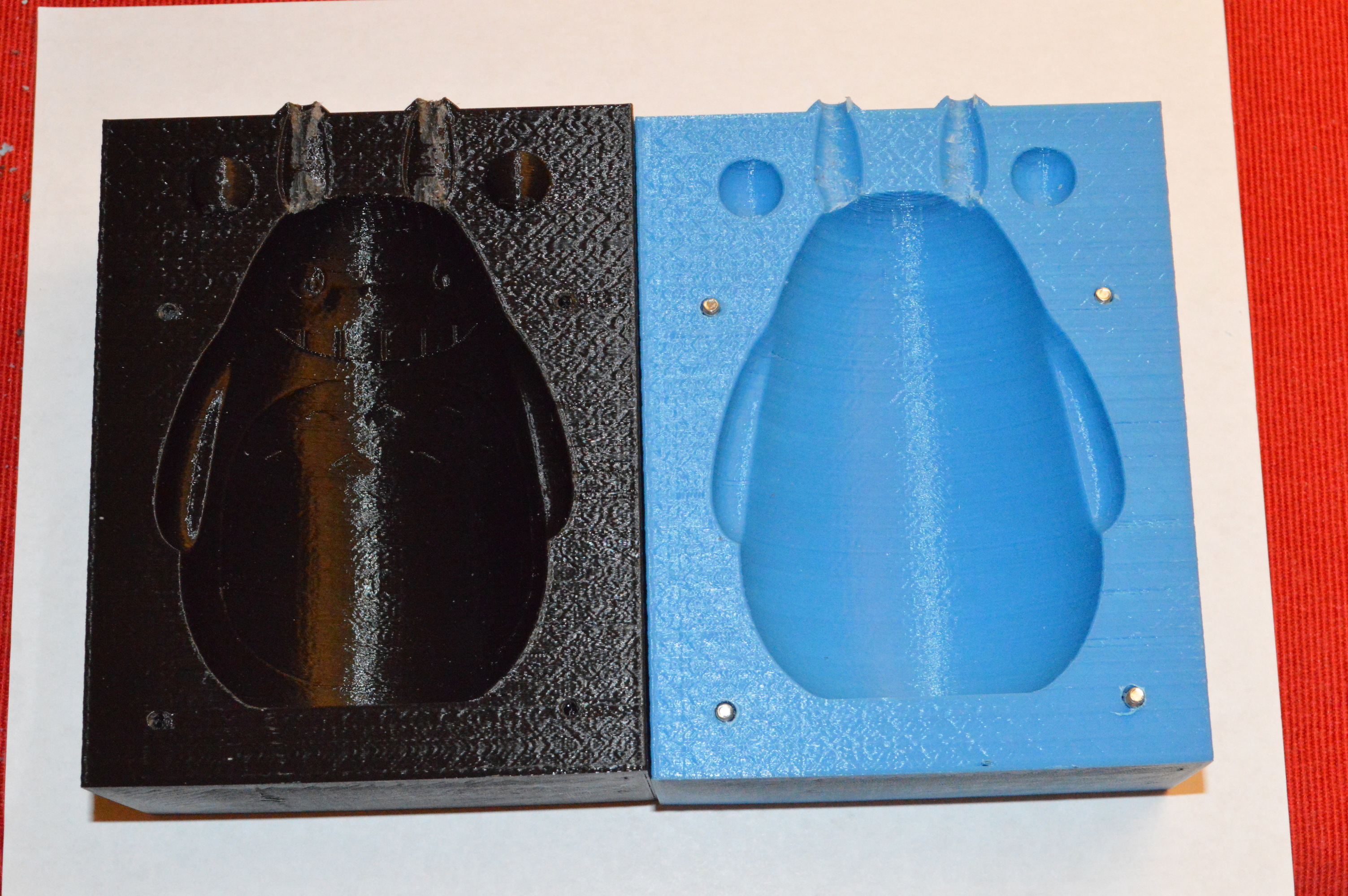
I've spent about four days designing, printing and now molding a Totoro candle. It involves three wax colors (black/white/gray), two wicks, the two mold halves, four bolts, a cooking thermometer, a throw-away pot, one or tube bits of tubing, a pound of parafin, two taper candles (gray/black), Exacto knife, throw-away spoon, Q-tips, lots of paper towels, a drill and drill bits to remove hole supports and apparently a ziplock bag filled with ice water in a pot. A fair amount of filament goes into each part, perhaps as much as a quarter roll in each case (20% infill). The height is somewhere above 120mm since it wouldn't fit sideways on my printer, like I thought I'd designed.
The first attempt at mixing the gray was a mistake; the water-based colorant boils away at the temperatures involved.
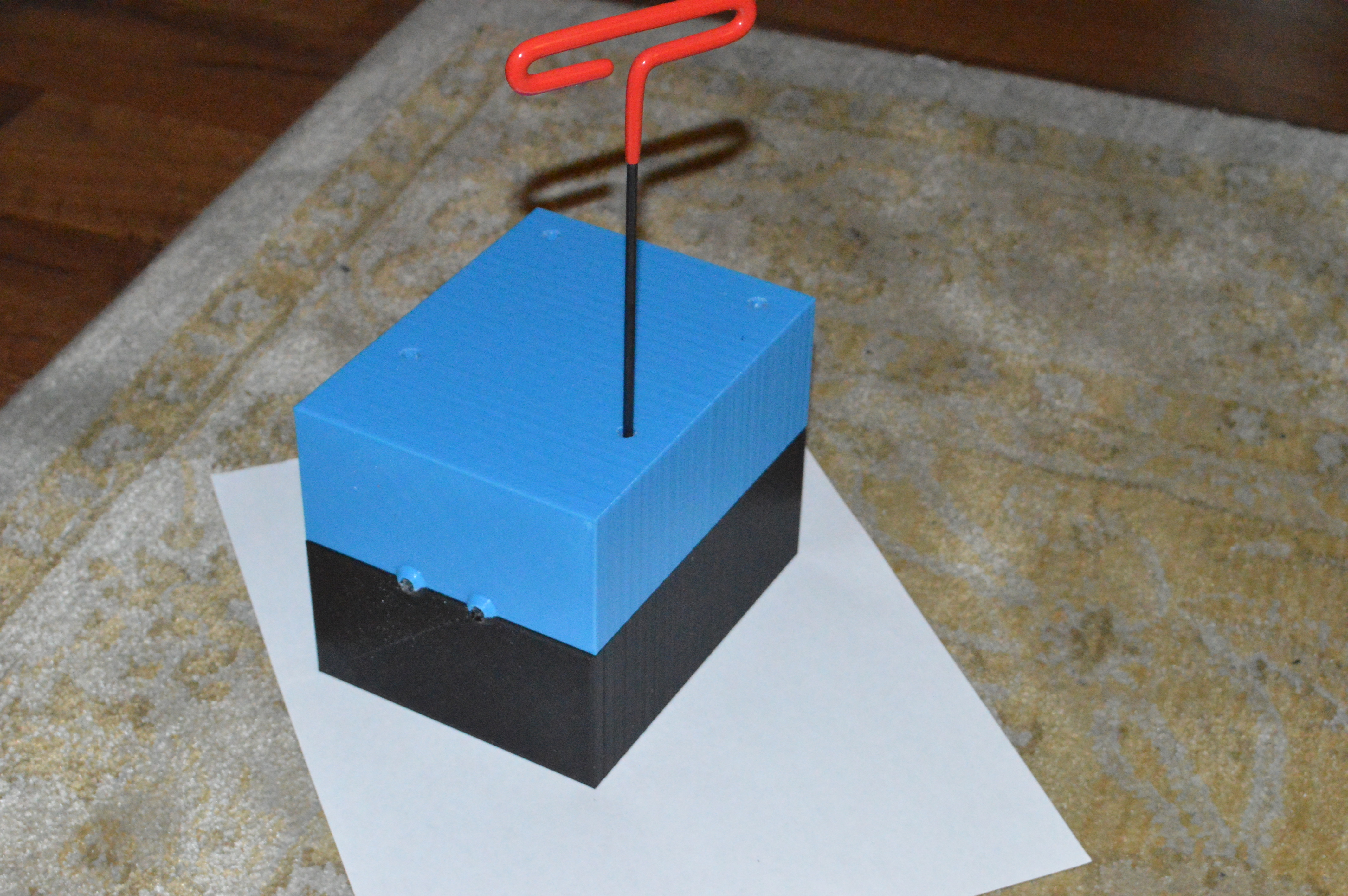
The initial pour at about 190-degree Fahrenheit appeared to be too hot and started leaking like crazy. I had to capture the run-off and place everything into a pot with two layers of zip-lock bags with ice water and three hair ties for holding the two molds more tightly than before.
The Cura 3.3.1 inner/outer supports came away beautifully. I'd heard bad stories about newer Cura versions having problems in this area but this wasn't the case.
The wax is setting now in the mold and will take about 24 hours for me to find out how it's doing. Hopefully it breaks away cleanly but we'll see.
One of my students suggested that I should design a plastic skeleton for the inside; when the wax melts away only that will be left. I thought that was brilliant.
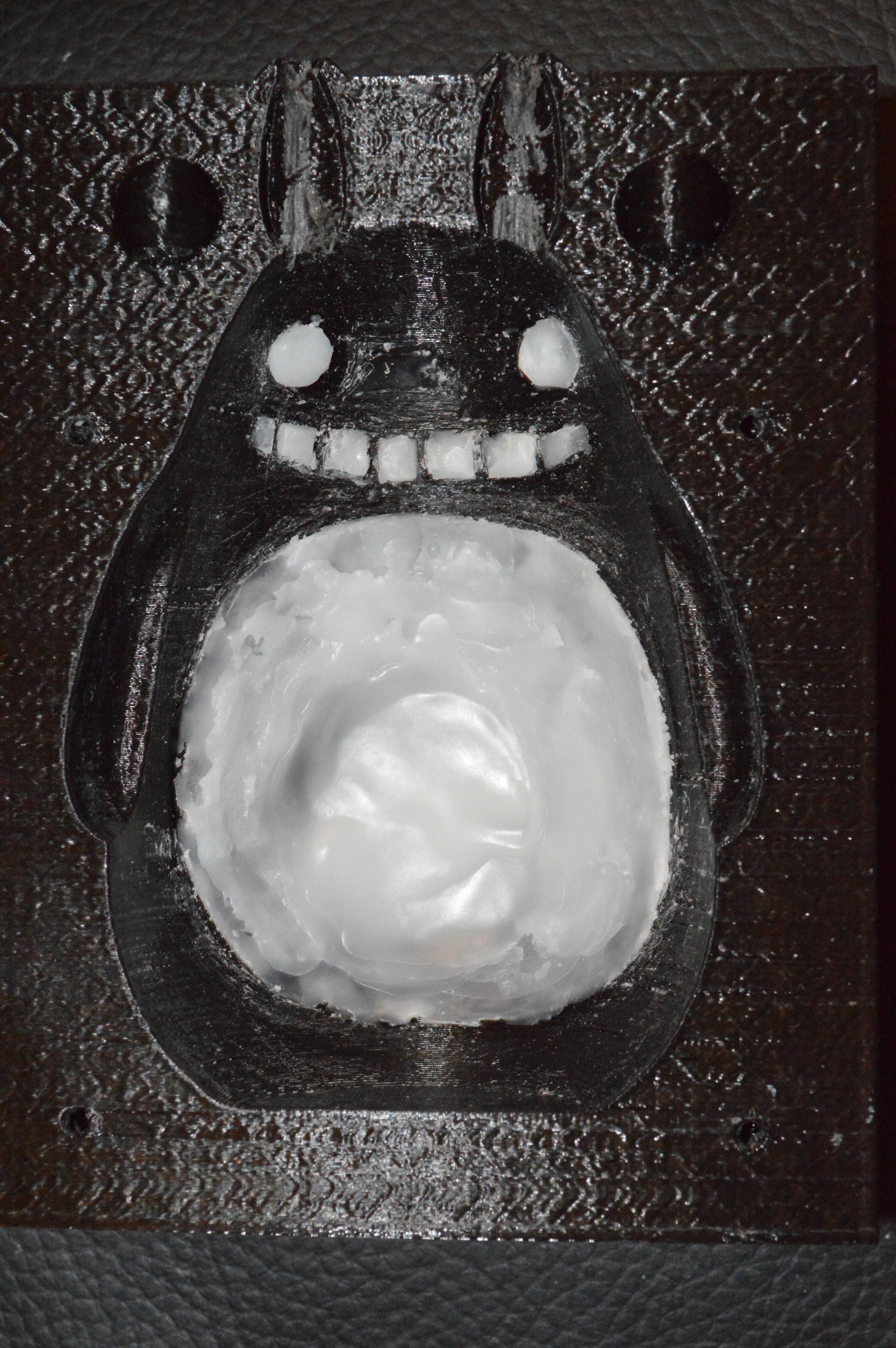
It looks like the wax temperature from the first pour was way too hot, resulting in seam blowouts and completely destroying the detail work that I'd done when the mold was open.
It was necessary to do a second pour because of the wax lost on the first. I knew to lower the temperature this time but it resulted in less surface detail.
The next attempt then will again return to the facial details with the opposing colors but I'll need to half-cast as much as I can before putting the molds back together. I'm now using a tape gun to secure the mold before casting to avoid any seam loss as well as the pan-and-ice-water method of cooling things down on the outside.
How about mostly filling each side when separated, letting it partially cool, then running a hot glue gun bead around the inner seam before you clamp it together ?
I've got the seam loss problem dealt with now (tape gun) which seems to work. Part of the problem was that the wax temperature was hot enough to make the mold itself a little plastic (adjective form of the word there). So I've dialed down the temperature and I'm monitoring it closely with a thermometer throughout.






{kind=link}