Hey, thanks for your sepsonse.
Here is my output:
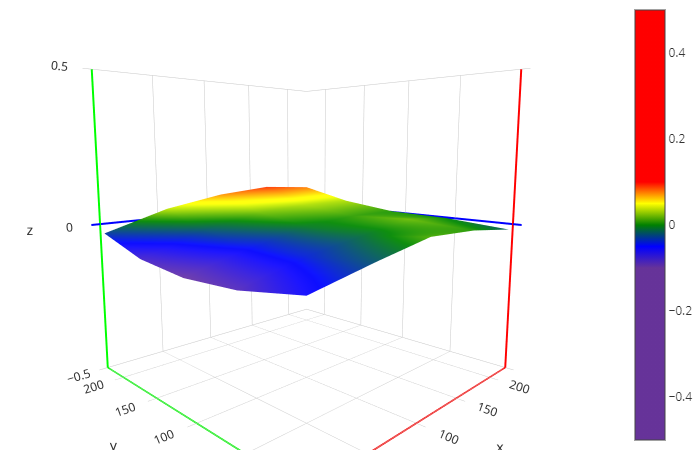
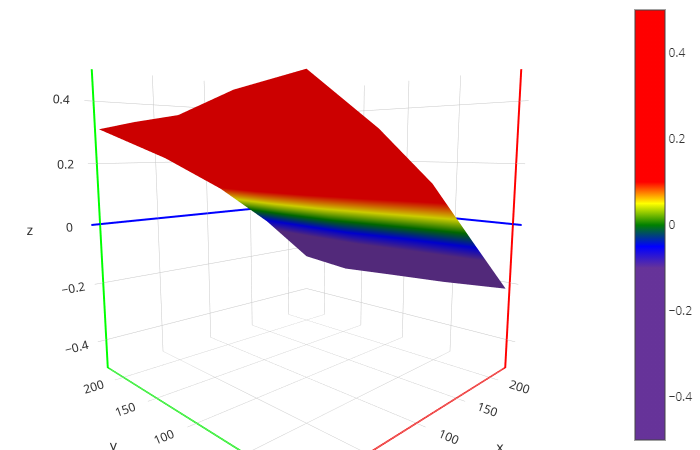
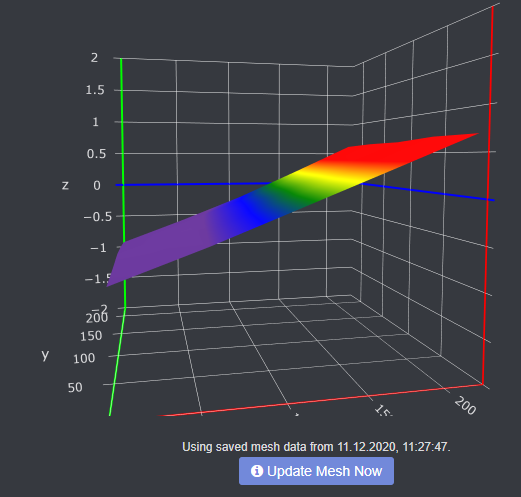
[2020-12-11 19:01:08,202] DEBUG: mesh collection started
[2020-12-11 19:03:41,672] DEBUG: [u'-0.724', u'-0.403', u'-0.052', u'+0.309', u'+0.672']
[2020-12-11 19:03:41,676] DEBUG: [u'-0.735', u'-0.415', u'-0.067', u'+0.313', u'+0.685']
[2020-12-11 19:03:41,679] DEBUG: [u'-0.733', u'-0.428', u'-0.102', u'+0.271', u'+0.643']
[2020-12-11 19:03:41,682] DEBUG: [u'-0.778', u'-0.464', u'-0.135', u'+0.237', u'+0.630']
[2020-12-11 19:03:41,685] DEBUG: [u'-0.872', u'-0.561', u'-0.217', u'+0.178', u'+0.600']
[2020-12-11 19:03:41,701] DEBUG: {'z_min': 0, 'y_min': 0, 'x_max': 220.0, 'x_min': 0, 'type': 'rectangular', 'y_max': 220.0, 'z_max': 250.0}
[2020-12-11 19:03:41,702] DEBUG: stopping mesh collection
[2020-12-11 19:03:41,704] DEBUG: [[u'-0.724', u'-0.403', u'-0.052', u'+0.309', u'+0.672'], [u'-0.735', u'-0.415', u'-0.067', u'+0.313', u'+0.685'], [u'-0.733', u'-0.428', u'-0.102', u'+0.271', u'+0.643'], [u'-0.778', u'-0.464', u'-0.135', u'+0.237', u'+0.630'], [u'-0.872', u'-0.561', u'-0.217', u'+0.178', u'+0.600']]
Therefore some informations from the Terminal:
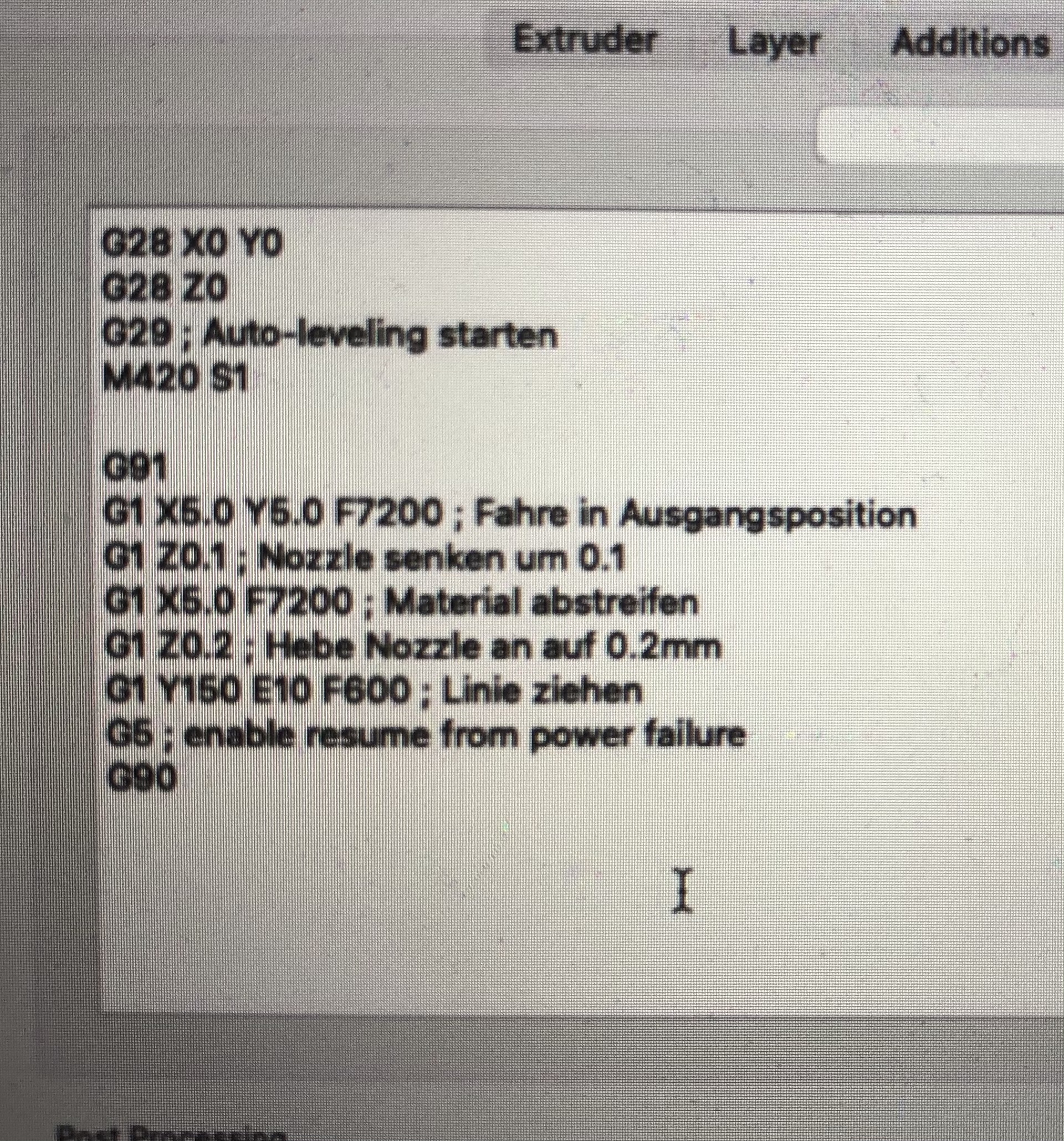
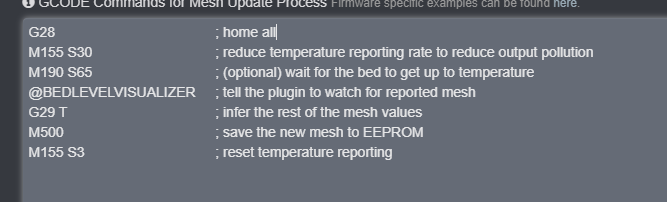
Send: G28
Recv: T:22.58 /0.00 B:22.77 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.58 /0.00 B:22.73 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.50 /0.00 B:22.85 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.50 /0.00 B:22.73 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: echo:busy: processing
Recv: T:22.50 /0.00 B:22.70 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.50 /0.00 B:22.81 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.58 /0.00 B:22.85 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.62 /0.00 B:22.73 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.54 /0.00 B:22.77 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.58 /0.00 B:22.81 /0.00 @:0 B@:0
Recv: X:147.00 Y:117.00 Z:10.78 E:3766.20 Count X:11760 Y:9360 Z:4460
Recv: ok
Send: G29 T
Recv: T:22.66 /0.00 B:22.85 /0.00 @:0 B@:0
Recv: echo:busy: processing
Recv: T:22.58 /0.00 B:22.85 /0.00 @:0 B@:0
Recv: echo:busy: processing
......
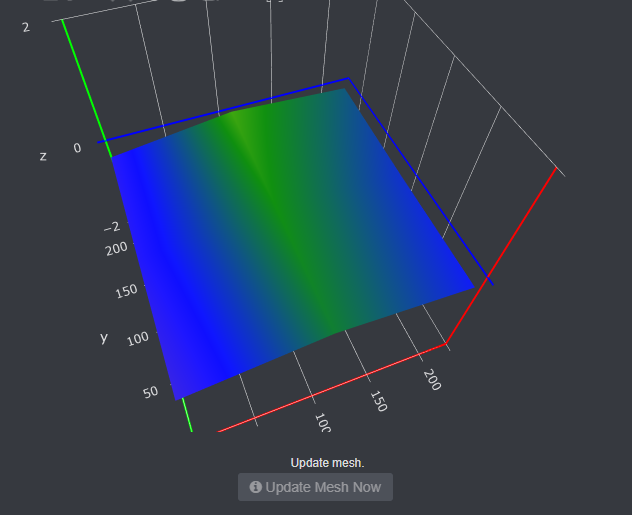
Recv: Bilinear Leveling Grid:
Recv: 0 1 2 3 4
Recv: 0 -0.724 -0.403 -0.052 +0.309 +0.672
Recv: 1 -0.735 -0.415 -0.067 +0.313 +0.685
Recv: 2 -0.733 -0.428 -0.102 +0.271 +0.643
Recv: 3 -0.778 -0.464 -0.135 +0.237 +0.630
Recv: 4 -0.872 -0.561 -0.217 +0.178 +0.600
Recv:
Recv: X:220.00 Y:220.00 Z:10.13 E:3766.20 Count X:17600 Y:17600 Z:4460
Recv: ok