I see something isn't getting interpreted correctly. The stored mesh data has multiple 0 rows and it's causing something to get off in the graphing. Please type the command G29 T again and post the complete response from beginning to ending ok in the terminal, preferably as a txt file attachment.
Thanks @jneilliii for all your help
Edit. I just noticed that taking the photo above on my iPad moves the zero down from the line above. On a normal browser the rows are
0, 100, 200, 300, 400
G29T.zip (340 Bytes)
That makes sense. Try enabling the Use Relative Z Offsets option, restart OctoPrint and try again.
That did the trick thank you.. I did think it was that, but I didn't think about the restart and update again.
Hi.
firs of all i wanted to thank you for your hard word,
second i would like to add that
yesterday i installed bltouch on cr10 mini with the latest th3d unified firmware and i'm still running a nightly build of octopi 0.17 on a pi4 and i kept getting this same error
the only thing i could find in the log was that there was an ! before the plugin in the list of loaded pluging, i power cycled the machine couple times but nothing changed.
today the error is gone, guess all good now
Continuing the discussion from Bed Level Visualizer:
Hey @all,
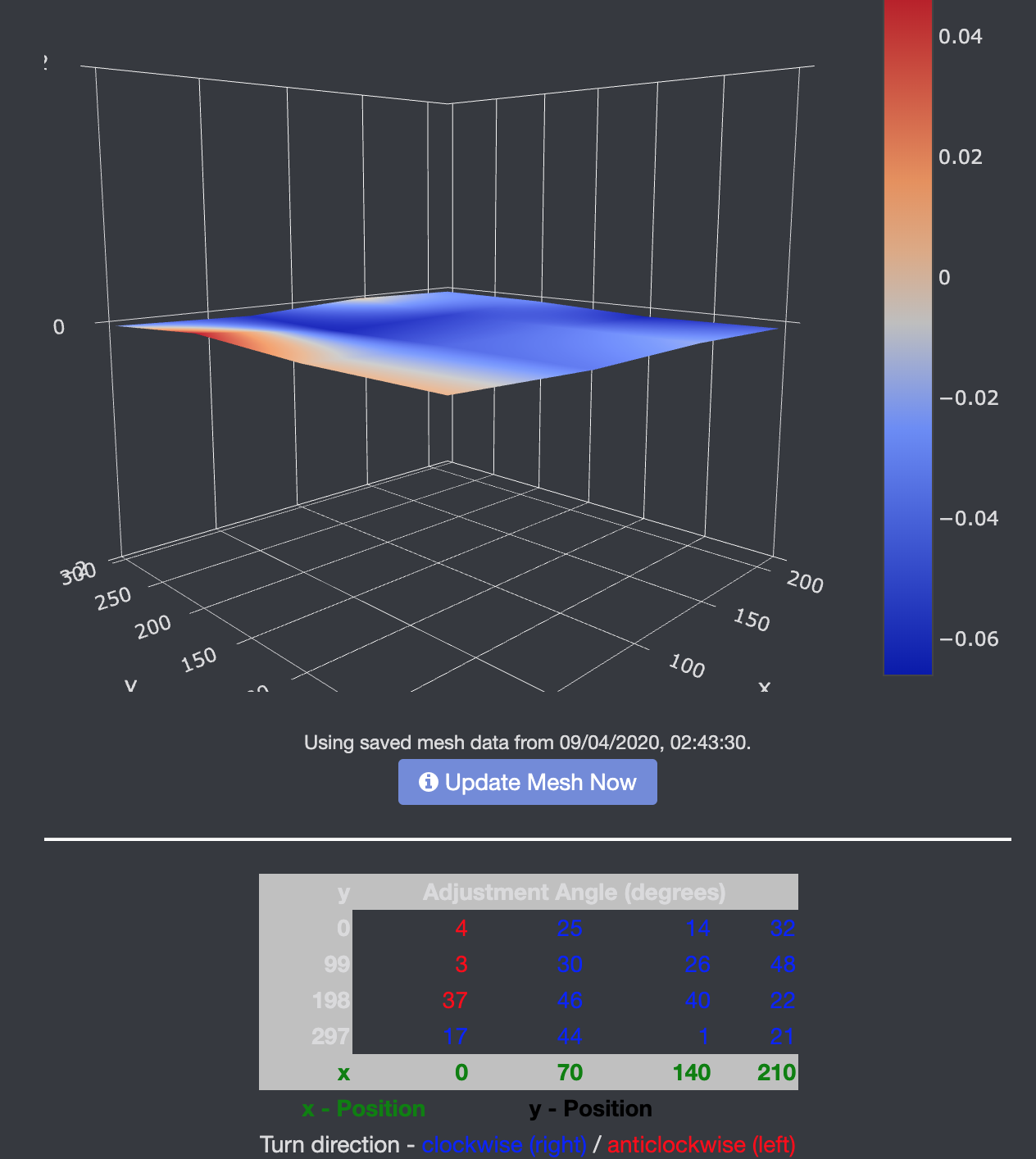
I have installed the PlugIn and when i start the codes G28 and G29T i get atached matrix: 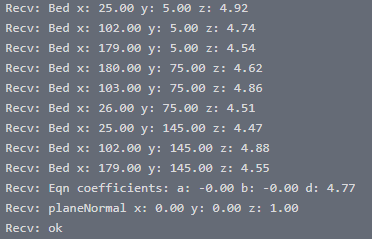
Shouldnt it work with this kind of data? I only get the mesh timeout error.
Thanks.
Yes, I believe that format is accounted for. Increase the timeout in settings to give it enough time to complete the probing procedure, which is what I am assuming is happening to you.
CR-10S PRO V2 3D will this printer work with Bed Visualizer : plug in
Depends on what is reported by firmware.
OK its brand new system. will check.
1 Like
@jneilliii
Hi there,
I'm trying to get the bed level visualizer to work but it doesnt seem to store/save and profiles for some reason. the g-code in the settings for the plugin are:
G28
@BEDLEVELVISUALIZER
G29 T
I don't know if it is a configuration problem but even with a 300 second timeout it will still lead to the error saying timeout or config problem.
This is the terminal output after running the BED_MESH_CALIBRATE or G29 T line:
Send: G29 T
Recv: // probe at 57.000,13.000 is z=3.237500
Recv: // probe at 178.500,13.000 is z=3.112500
Recv: // probe at 300.000,13.000 is z=3.245000
Recv: // probe at 300.000,153.000 is z=3.135000
Recv: // probe at 178.500,153.000 is z=2.995000
Recv: // probe at 57.000,153.000 is z=3.080000
Recv: // probe at 57.000,293.000 is z=3.160000
Recv: // probe at 178.500,293.000 is z=3.180000
Recv: // probe at 300.000,293.000 is z=3.415000
Recv: // Mesh Bed Leveling Complete
Recv: // Bed Mesh state has been saved to profile [default]
Recv: // for the current session. The SAVE_CONFIG command will
Recv: // update the printer config file and restart the printer.
Recv: // Mesh Leveling Probed Z positions:
Recv: // 0.242500 0.117500 0.250000
Recv: // 0.085000 0.000000 0.140000
Recv: // 0.165000 0.185000 0.420000
Recv: Mesh X,Y: 7,7
Recv: Search Height: 7
Recv: Mesh Average: 0.12
Recv: Mesh Range: min=0.0000 max=0.4200
Recv: Interpolation Algorithm: lagrange
Recv: Measured points:
Recv: 0.165000 0.147778 0.154444 0.185000 0.239444 0.317778 0.420000
Recv: 0.111944 0.080556 0.073148 0.089722 0.130278 0.194815 0.283333
Recv: 0.085278 0.041852 0.022778 0.028056 0.057685 0.111667 0.190000
Recv: 0.085000 0.031667 0.003333 0.000000 0.021667 0.068333 0.140000
Recv: 0.111111 0.050000 0.014815 0.005556 0.022222 0.064815 0.133333
Recv: 0.163611 0.096852 0.057222 0.044722 0.059352 0.101111 0.170000
Recv: 0.242500 0.172222 0.130556 0.117500 0.133056 0.177222 0.250000
Edit: Running Klipper BTW
Try this...
1 Like
Just for the record literally found the thread where you posted that, after I had posted haha.
It's still not working, this is the output:
Send: BED_MESH_OUTPUT
Recv: // Mesh Leveling Probed Z positions:
Recv: // 0.245000 0.112500 0.242500
Recv: // 0.087500 -0.005000 0.127500
Recv: // 0.160000 0.177500 0.412500
Recv: Mesh X,Y: 7,7
Recv: Search Height: 7
Recv: Mesh Average: 0.11
Recv: Mesh Range: min=-0.0050 max=0.4125
Recv: Interpolation Algorithm: lagrange
Recv: Measured points:
Recv: 0.160000 0.141667 0.147500 0.177500 0.231667 0.310000 0.412500
Recv: 0.110278 0.077222 0.068241 0.083333 0.122500 0.185741 0.273056
Recv: 0.086111 0.040556 0.019352 0.022500 0.050000 0.101852 0.178056
Recv: 0.087500 0.031667 0.000833 -0.005000 0.014167 0.058333 0.127500
Recv: 0.114444 0.050556 0.012685 0.000833 0.015000 0.055185 0.121389
Recv: 0.166944 0.097222 0.054907 0.040000 0.052500 0.092407 0.159722
Recv: 0.245000 0.171667 0.127500 0.112500 0.126667 0.170000 0.242500
Recv:
Recv: ok
For reference, the Gcode is now:
@BEDLEVELVISUALIZER
BED_MESH_OUTPUT
and there is a mesh profile made it just isn't showing up in the stored data for the visualizer.
Also this is my config:
[bed_mesh]
speed: 150
horizontal_move_z: 7
mesh_min: 57, 20
mesh_max: 300, 300
probe_count: 3,3
fade_start: 1.0
#fade_end: 0.0
#fade_target:
#split_delta_z: .025
mesh_pps: 2,2
#algorithm: lagrange
#bicubic_tension: .2
#relative_reference_index: 4
[gcode_macro G29]
gcode:
BED_MESH_CALIBRATE
[safe_z_home]
home_xy_position: 191,157
speed: 150
z_hop: 15.0
z_hop_speed: 10
Edit: Rebooted the Pi and restarted Octoprint. It works!!!! I've been at this for hours and I want to die 
Is it graphing it, just not storing it? Did you enable the option to Save Mesh?
1 Like
Updated to latest version and now its broken. Sad plug-in
Several people have reported that on the repo issue tracker here, but either a change in timeout values, or jsut restarting the pi resolved the issue for them. See additional details here.
Thanks everyone! after many tries finally below worked for my BQ Hephestos 2 with original Marlin 2.0:
M155 S30
@BEDLEVELVISUALIZER
G29 T
M155 S3
Anyway I found another plugin to get the bed mesh:
https://github.com/PrusaOwners/OctoPrint-PrusaMeshMap
Looking really good! That's way more level than mine
Ok, have this set up on my Prusa Mk3S with the following:
G80
@BEDLEVELVISUALIZER
G81
What do I need to add to the GCODE for a Creality CR-10 Max? I understand from this thread that the G80 is peculiar to Prusa?