When uploading g code file to 3D printer and executing print, it is extruding too much material and the extruded tip is dragging around in hot material as layers go up.
Seems as maybe the z axis is not moving enough between layers.
What did you already try to solve it?
I tried lowering the height at which the print bed starts, after a few layers the tool is dragging around the material again.
I tried start g code to reset the E axis to 0 and speed lower.
I tested the g code file and it is executing correctly when not sent through octoprint.
I tried lowering the tool temp.
I put in data only cables to the ras pi
Have you tried running in safe mode?
No I can not figure how to run mine in safe l
Systeminfo Bundle
Attached
Additional information about your setup
OctoPrint version, OctoPi version, printer, firmware, browser, operating system, ... as much data as possible
Slicing in cura
Printer is the ultimaker 2 extended+
.6mm tip
Using PLA
.25 layer height
Infill 20
Octoprint 1.10.2
Photos attached w issue
Left two are printed through SD directly in printer
Right 2 are sent from octo print, far right is a print I canceled due to the issue.
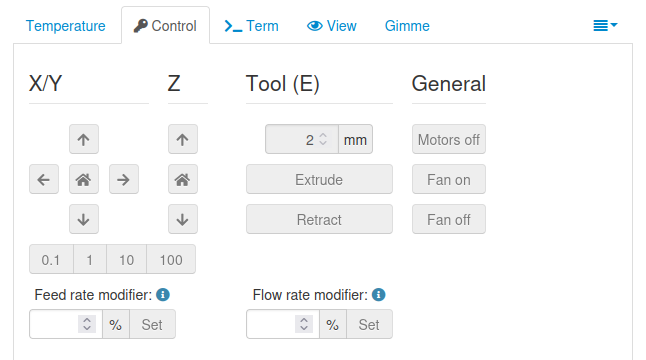
Are you referring to the control tab on octo print? And if so what should the flow rate be?
I’ll upload the G code as soon as I get back to my office, but know that this happened to all prints (g code) files I’ve tried. Even ones that are completely different objects.
The screenshot you are showing doesn't seem to be a part of the Octo print server I am using. If you could point out where exactly this control tab is. I am not slicing w octo print.... is that a requirement?
If it is apart of my cura slicer... that shouldn't be my problem as the Gcode file works and prints fine on my printer, the error only occurs when I send a print through Octo print.
No, the printer at power on is set to 100% for Feedrate and 100% for Flowrate.
Depending on the version of firmware on your printer, you may be able, using Terminal, send a "M220" and have it respond with the current Feedrate or "M221" to get the Flowrate.
So the ranges go from 1 to 200+ with 100 being whatever the gcode says.
adjusting the flow rate to 50% with the UI and within the start G-code did not resolve the issue. Either it isn't listening to these commands maybe even only doing it for one layer OR the problem isn't due to flow rate.
I believe that octoprint is not executing the incorrect Z offset between each layer. (as in when a layer is done it is not going high enough to start the next layer so its printing the next layer halfway inside the previous layer) I dont know where octo print is modifying this though because my G code is fine, it must be somewhere in octoprints settings.
OctoPrint doesn't modify the XYZ (or E) values in the gcode commands. They are usually specified in millimeters (see G21, G20) and converted by the firmware to steps (see M92).
Can you slice something smaller, print it via SD card and via OctoPrint to verify that it fails and upload the .stl and the .gcode here?
Can you move the nozzle via commands directly on the printer? If so, we could compare the nozzle position set directly by the firmware in the printer with positions set from the terminal tab of OctoPrint.
With a set of calipers (or a ruler) and various plastic or wood objects, we could actually verify that the nozzle is physically moving to the location(s) specified in the gcode commands.
The photos taken and atached to the post picture the difference of uploading via SD vs uploading via octo print. This issue only appears when uploaded with octoprint. PLA Idle Shaft .6 20infil .25LH.zip
here is a ZIP of the g code.
It is not just this print, anything I try has the same issue and has no problem when printing via the SD.
I cannot manually move the nozzle head with the printer, There are certain setting that will move it to specific places to complete a task but I can not manually move it where I want. The X and Y axis seem to be working correctly, the Z axis however is not not moving in high enough increments. It maybe be a setting in my printers profile maybe.
Let me know what you think I should try next.... or if you want me to print another file.