Hello all, I have been trying to use the Gcode G29 S0 to see if there is a mesh for my auto leveling data however, every time i try use the code the terminal returns echo home x y first. this happen even though i have homed the printer using the home buttons and the readings are 0 0. I am trying to perform the manual mesh bed level that i saw on youtube by Modern Hobbyist.
using home button on the machine and Octoprint
no
You can download this in OctoPrint's System Information dialog ... no bundle, no support! )
WRITE HERE
OctoPrint version, OctoPi version, printer, firmware, browser, operating system, ... as much data as possible
version 1.10.1, windows, Creatbot D1000, MArlin, edge, windows 11
Start by sending a G28 command?
Also depends on what style of leveling your printer uses. S on some are feed rates...
Apologies for the late response i have only just managed to get back on the printer. I have used the g28 command first but it still does gives me the same error.
12:17:35.844 : N53 G92 E0*113
12:17:35.844 : N54 G1 E10 F120*40
12:17:35.845 : X:0.00 Y:0.00 Z:0.00 E:0.00 Count X:0 Y:0 Z:-500
12:40:29.127 : No start signal detected - forcing start
12:40:29.143 : N1 M110*34
12:40:29.143 : N2 M115*36
12:40:29.143 : N3 M105*36
12:40:29.143 : N4 M114*35
12:40:29.158 : N5 M220 S100*100
12:40:29.158 : N6 M221 S100*102
12:40:29.174 : N7 M111 S6*96
12:40:29.174 : FIRMWARE_NAME:Marlin 8.0 (Oct 20 2023 15:19:50) SOURCE_CODE_URL:github.com/MarlinFirmware/Marlin PROTOCOL_VERSION:1.0 MACHINE_TYPE:CreatBot D1000 EXTRUDER_COUNT:2 UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff
12:40:29.174 : N8 T0*50
12:40:29.174 : N9 M20*24
12:40:29.174 : Cap:SERIAL_XON_XOFF:0
12:40:29.174 : Cap:BINARY_FILE_TRANSFER:0
12:40:29.174 : Cap:EEPROM:1
12:40:29.174 : Cap:VOLUMETRIC:1
12:40:29.174 : Cap:AUTOREPORT_POS:0
12:40:29.174 : Cap:AUTOREPORT_TEMP:1
12:40:29.174 : Cap:PROGRESS:0
12:40:29.174 : Cap:PRINT_JOB:1
12:40:29.174 : Cap:AUTOLEVEL:1
12:40:29.174 : Cap:RUNOUT:1
12:40:29.174 : Cap:Z_PROBE:1
12:40:29.174 : Cap:LEVELING_DATA:1
12:40:29.174 : Cap:BUILD_PERCENT:0
12:40:29.174 : Cap:SOFTWARE_POWER:1
12:40:29.174 : Cap:TOGGLE_LIGHTS:0
12:40:29.174 : Cap:CASE_LIGHT_BRIGHTNESS:0
12:40:29.174 : Cap:EMERGENCY_PARSER:0
12:40:29.174 : Cap:HOST_ACTION_COMMANDS:0
12:40:29.174 : Cap:PROMPT_SUPPORT:0
12:40:29.174 : Cap:SDCARD:1
12:40:29.174 : Cap:MULTI_VOLUME:0
12:40:29.174 : Cap:REPEAT:0
12:40:29.174 : Cap:SD_WRITE:1
12:40:29.174 : Cap:AUTOREPORT_SD_STATUS:0
12:40:29.174 : Cap:LONG_FILENAME:1
12:40:29.174 : Cap:LFN_WRITE:0
12:40:29.174 : Cap:CUSTOM_FIRMWARE_UPLOAD:0
12:40:29.174 : Cap:EXTENDED_M20:1
12:40:29.174 : Cap:THERMAL_PROTECTION:1
12:40:29.174 : Cap:MOTION_MODES:0
12:40:29.174 : Cap:ARCS:0
12:40:29.174 : Cap:BABYSTEPPING:1
12:40:29.174 : Cap:CHAMBER_TEMPERATURE:1
12:40:29.174 : Cap:COOLER_TEMPERATURE:0
12:40:29.174 : Cap:MEATPACK:0
12:40:29.174 : Cap:CONFIG_EXPORT:0
12:40:29.190 : N10 M80*42
12:40:29.190 : N11 M105*23
12:40:29.190 : N12 M111 S6*84
12:40:29.190 : X:0.00 Y:0.00 Z:100.00 E:1365.98 Count X:0 Y:0 Z:192000
12:40:29.190 : echo:DEBUG:INFO,ERRORS
12:40:29.206 : N13 T0*8
12:40:29.206 : N14 M155 S1*85
12:40:30.591 : Active Extruder: 0
12:40:30.591 : Begin file list
12:40:30.622 : BASICT~1/BED_LE~1.GCO 62547
12:40:30.669 : D1000E~1/SAMPLE/3DBENC~1.GCO 4059155
12:40:30.716 : D1000E~1/PRINTJ~1/DUAL_A~1.GCO 85649
12:40:30.716 : D1000E~1/PRINTJ~1/DUAL_A~2.GCO 110704
12:40:30.732 : D1000E~1/PRINTJ~1/VASE~1.GCO 16788044
12:40:30.732 : D1000E~1/PRINTJ~1/3DBENC~1.GCO 803761
12:40:30.732 : D1000E~1/PRINTJ~1/3DBENC~2.GCO 949814
12:40:30.732 : D1000E~1/PRINTJ~1/3DBENC~3.GCO 2284160
12:40:30.732 : D1000E~1/PRINTJ~1/3DBENC~4.GCO 3843723
12:40:30.732 : D1000E~1/PRINTJ~1/3DCC20~1.GCO 4080944
12:40:30.748 : SW_568~1.GCO 1960067
12:40:30.779 : BEGINN~1.HEH/LC5680~1.GCO 19048887
12:40:30.842 : BEDLEV~1/CFFFP_~1.GCO 139214
12:40:30.842 : BEDLEV~1/CFFFP_~2.GCO 139195
12:40:31.015 : B4MK~1/CFFFP_~1.GCO 1780417
12:40:31.015 : B4MK~1/CFFFP_~2.GCO 1783534
12:40:31.015 : B4MK~1/CFFFP_~3.GCO 1112407
12:40:31.015 : B4MK~1/CFFFP_~4.GCO 3815084
12:40:31.015 : B4MK~1/CF76B4~1.GCO 7551346
12:40:31.031 : B4MK~1/CF627D~1.GCO 536173
12:40:31.031 : B4MK~1/CFFC6E~1.GCO 247172
12:40:31.031 : B4MK~1/CF0000~1.GCO 375951
12:40:31.031 : B4MK~1/CF6410~1.GCO 75572
12:40:31.031 : B4MK~1/CFFF2C~1.GCO 75495
12:40:31.031 : B4MK~1/RETRAC~1.GCO 1345078
12:40:31.031 : B4MK~1/RETRAC~2.GCO 1345078
12:40:31.031 : B4MK~1/3DBENC~1.GCO 2530546
12:40:31.031 : B4MK~1/3DBENC~2.GCO 1456165
12:40:31.031 : B4MK~1/TORTUR~1.GCO 9507136
12:40:31.031 : B4MK~1/HOLETO~1.GCO 397643
12:40:31.031 : B4MK~1/XYZCAL~1.GCO 152532
12:40:31.031 : B4MK~1/XYZCAL~2.GCO 1272408
12:40:31.047 : B4MK~1/HOLETO~2.GCO 2931233
12:40:31.094 : End file list
12:40:31.110 : echo:DEBUG:INFO,ERRORS
12:40:31.110 : Active Extruder: 0
12:40:39.097 : N15 M104 T1 S200*22
12:40:47.432 : N16 T1*12
12:40:48.831 : Active Extruder: 1
12:41:11.014 : N17 G28*37
12:41:12.413 : Active Extruder: 0
12:41:57.006 : Active Extruder: 1
12:41:57.006 : X:464.00 Y:428.00 Z:11.70 E:1365.98 Count X:123733 Y:114133 Z:22465
12:42:46.270 : N18 G29 S0*104
12:42:46.270 : echo:Home XY First
12:43:00.733 : N19 G28*43
12:43:02.132 : Active Extruder: 0
12:43:33.601 : Active Extruder: 1
12:43:33.601 : X:464.00 Y:428.00 Z:11.70 E:1365.98 Count X:123733 Y:114133 Z:22465
12:46:51.796 : N20 G28 X0*105
12:46:53.194 : Active Extruder: 0
12:47:05.091 : Active Extruder: 1
12:47:05.091 : X:0.00 Y:428.00 Z:11.70 E:1365.98 Count X:0 Y:114133 Z:22465
12:47:09.193 : N21 G28 Y0*105
12:47:10.594 : Active Extruder: 0
12:47:21.769 : Active Extruder: 1
12:47:21.769 : X:0.00 Y:0.00 Z:11.70 E:1365.98 Count X:0 Y:0 Z:22465
12:47:39.371 : N22 G29 S0*97
12:47:39.371 : echo:Home XY First
12:47:55.223 : N23 G29 S1*97
12:47:55.223 : echo:Home XY First
12:48:04.242 : N24 G92 E0*113
12:48:04.242 : N25 G1 E1 F120*30
12:48:04.242 : X:0.00 Y:0.00 Z:11.70 E:0.00 Count X:0 Y:0 Z:22465
12:48:15.076 : N26 G92 E0*115
12:48:15.076 : N27 G1 E1 F120*28
12:48:15.076 : X:0.00 Y:0.00 Z:11.70 E:0.00 Count X:0 Y:0 Z:22465
Log from Repetier host as the Octoprint server wouldn't load it gives me the same errors on both.
Please edit your reply and use the </> tool or three "back ticks" (key to the left of the 1 key) at the beginning and another three at the end. This prevents the markdown editor from mangling the text! Thanks!
1 Like
Thank you for your reply. Have I edited this correctly now?
Not
Blockquote
was meant.
Preformatted Text is the correct one:
Apologies thanks think got it now.
2 Likes
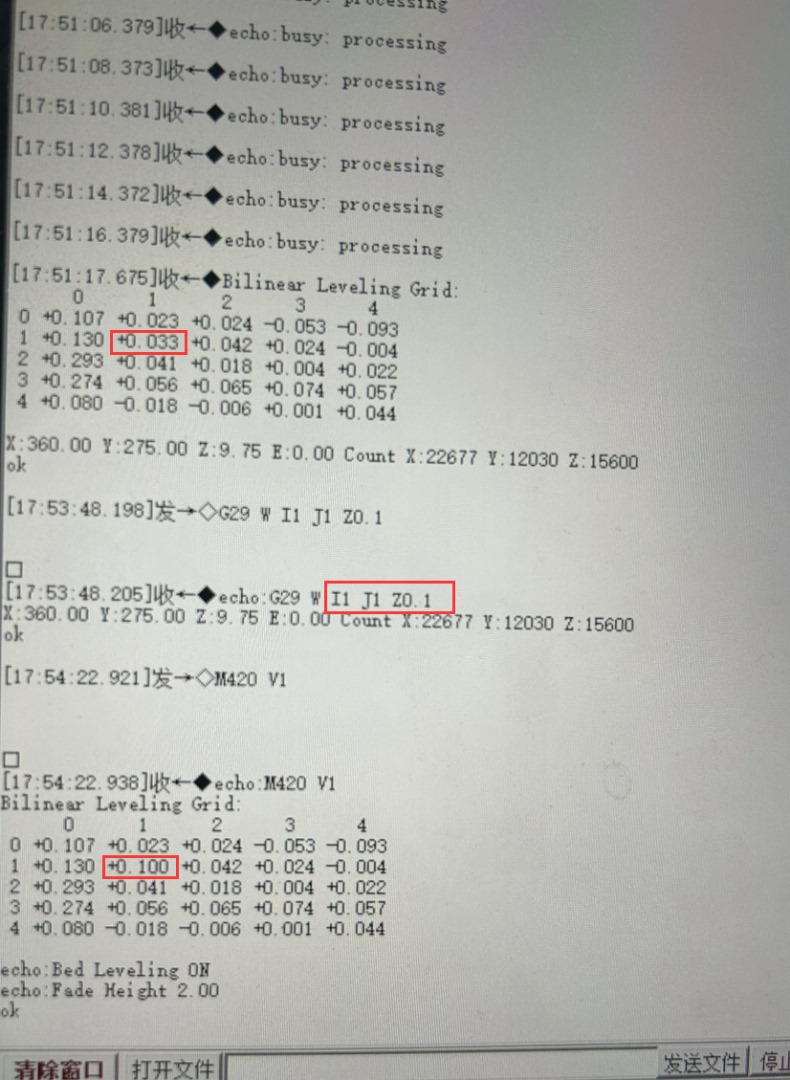
Just wanted to provide an update i managed to finally get some support from the manufacturer turns out they themselves weren't familiar with the process until i mentioned it. They gave me some feedback and the codes they use are different. Wondering if anyone has had anything similar
To show the mesh the code is M420 V1 as CmdrCody mentioned different letters.
They haven't been able to tell me at this moment in time is the codes to get the nozzle to move into each probe point.
system
September 10, 2024, 11:54am
11
This topic was automatically closed 90 days after the last reply. New replies are no longer allowed.