I don't know if somebody had this use at some point, I have octoprint running with klipper in a FFCP.
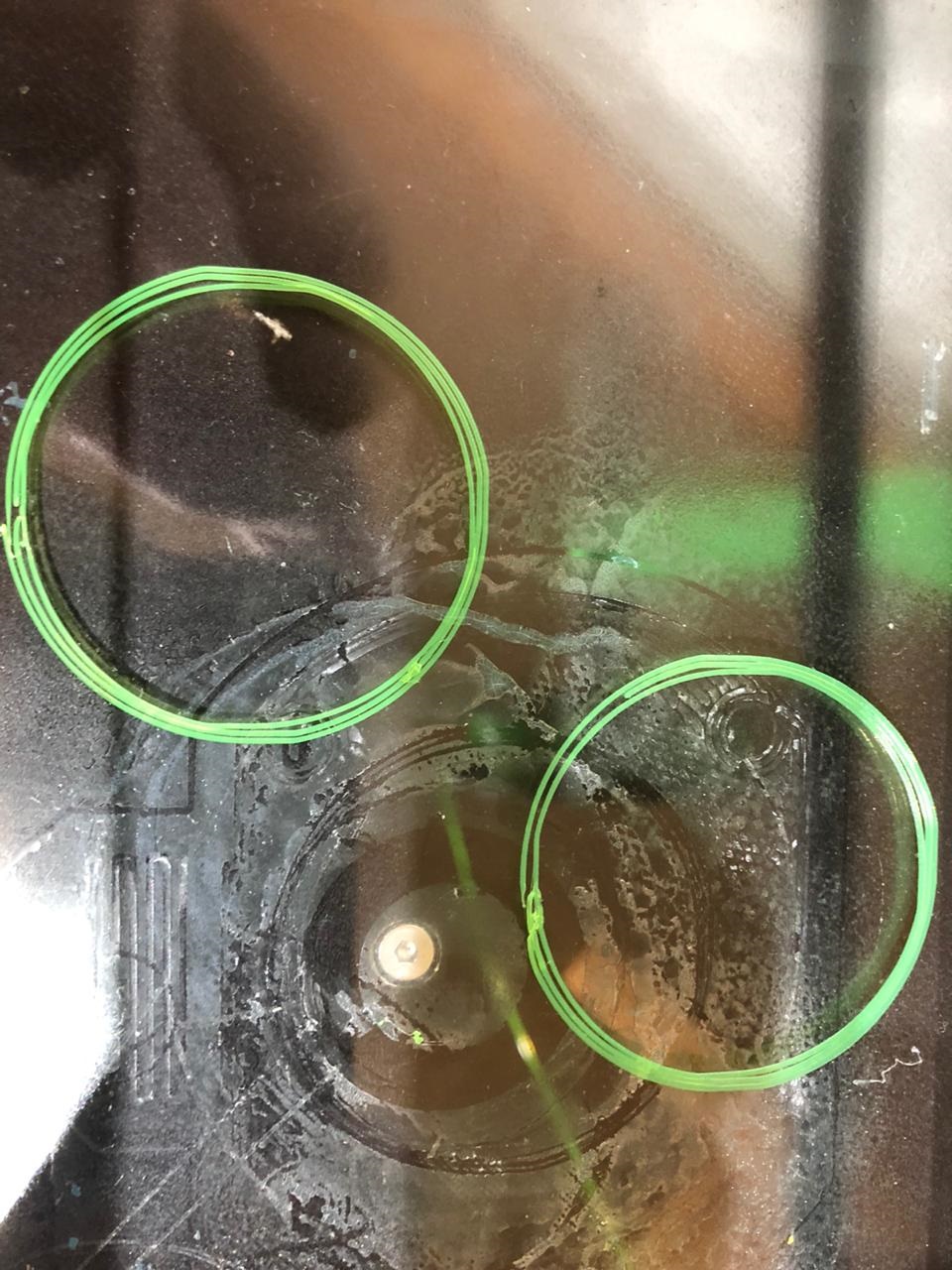
I started a print of 2 cilinder shapes and it always does the same, inconsistent circles, see the offset, and of course the cilinder goes with that error all the way.
Any help? I don't know what else to try
Are those prints still attached to the bed?
If yes I would start with the Z offset. It seems like the nozzle is too high on the first layer.
I can't help you with the klipper part though. Not used it yet.
We got a few klipper people on discord - if you don't get help here, try it over there 
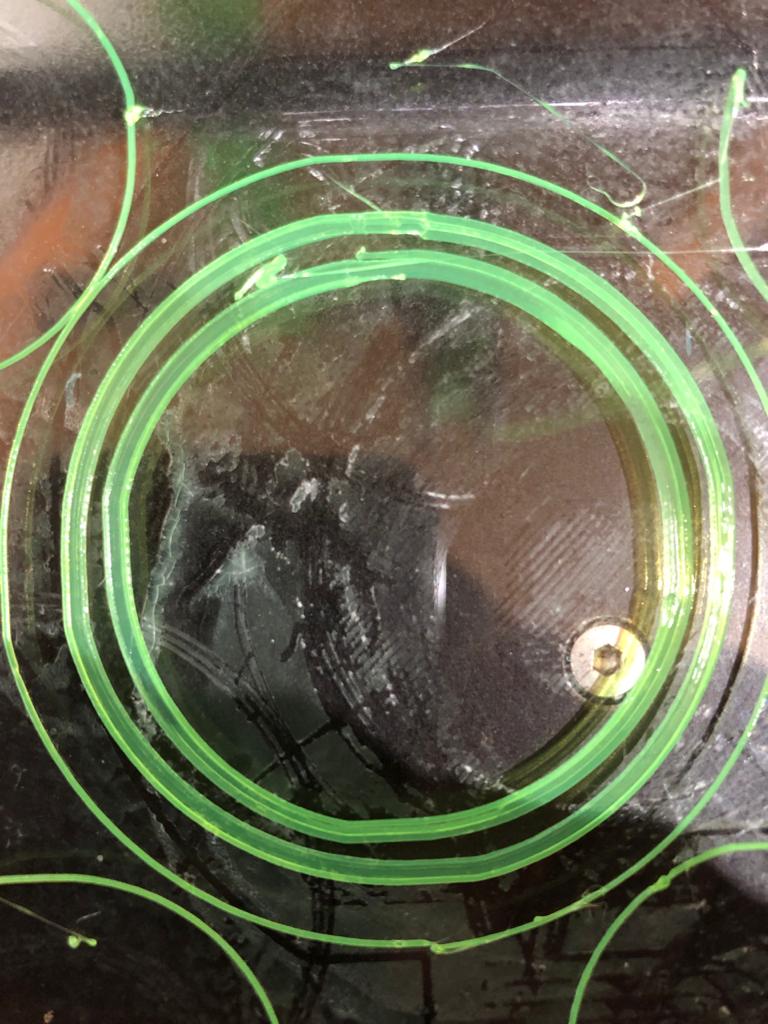
Thanks for your reply, the z offset is high on porpouse to show the circle line, yes the print is attached to the bed but is drawing the circle that way, I printed another example part that I'm attaching and you can see some parts of the circle are flat

Correct me if I'm wrong, but my understanding is that Klipper is firmware that is fed by a "GCode interpreter" running on more powerful hardware than your typical 8 bit microprocessor that is commonly used to run Marlin or similar firmware.
The GCode that either Marlin or this "GCode interpreter" (that feeds Klipper) is generated by a slicer that probably doesn't know if the "user" of that GCode speaks Marlin or Klipper.
This brings us to the question of how good is the slicer at generating GCode that describes the circle? IMO, this is the weakness here, not Klipper or Marlin.
If the Marlin firmware build includes support for G2 / G3 and you can get GCode that contains those commands (either by a slicer or a smart plugin like Arc-Welder) then Marlin might surpass Klipper in faithfully reproducing circles. I checked the Klipper sources and it doesn't support G2 / G3.
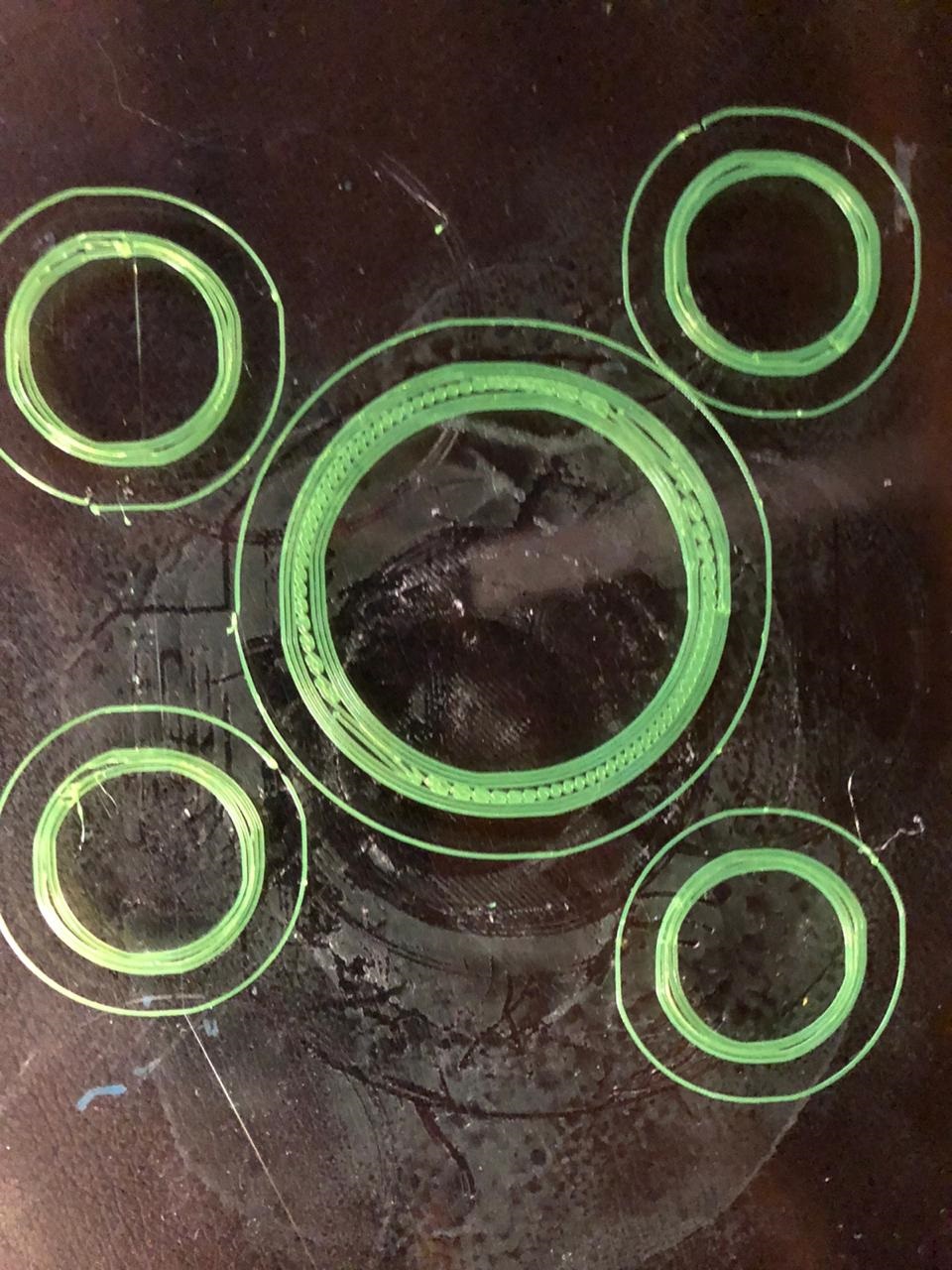
Hi Morgan, thanks for your input, I'm using simplify3D, octoprint doesn't show the prints as the printer prints them either, so I don't think is the slicer, something else is going on, look at this .3mm circles I just printed, not even the skirt is printing round, and if you compare the errors in the small circles they are all in the same place
Please post the .stl file and the .gcode file for the example you are posting pictures for.
The .stl file format consists of triangles. A CAD program circle will get converted to triangles that approximate the surface. The image below illustrates this. Here is another .stl file description.

Thanks, here I'm attaching all of it with some pictures of the object printed in a FFCC with sailfish and the one with Klipper, the one that is round is the printer running salifish
This is my Klipper one starting script, that is the only thing that changes between printers. With velocity limit and pressure advance quoted prints the same.
M73 P0
G21
G4 P0
G90
G28
G1 Z5 F1500
G1 X140 Y65 F1500
G1 X-70 Y-67 F6400
M104 S[extruder0_temperature] T0
M190 S[bed0_temperature] T0
M109 S[extruder0_temperature] T0
M106 S[fan_speed_pwm]
M116
SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500
;TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=.005;
SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=0.07
G1 Z0.3 F1000
G1 X-70 Y-74 F4000
G1 Z0.3 F1500
G1 X100 E24 F2000
G1 Y-71 F2000
G1 X87 Y-74 F4000
G1 X80 F4000
G1 X70 Y-78 F6000
;- - - End custom G-code for right extruder printing - - -

aro.stl (69.2 KB) aro prueba klipper.gcode (1.4 MB)
Klipper log just in case
klippy.log (1.2 MB)

I am experiencing the exact same problem on a brand new Kingroom KLP1 running Klipper. This is my first experience with Klipper. Since the printer is new it's hard to say if its the hardware or software. I believe it is some odd compensation made by Klipper.
Did you figure this out?
Hope to hear back! Thanks!
You have entered an "exact same problem" reply to a 3+ year old topic. This has a very low probability of success.
You need to open a new "Get Help" topic and fill out the template with details about YOUR configuration and YOUR issue.
As you are filling out the template, you may discover that it doesn't ask for Klipper details. This is because OctoPrint primarily talks to 3D printers running Marlin and most of the experts in this forum have minimal Klipper experience.
You might get better answers in a Klipper specific forum, see https://www.klipper3d.org/Contact.html.
1 Like
Agree to @b-morgan .
Most printers with ready to run Klipper use Mainsail or Fluidd ad Web GUI.
This one uses KlipperScreen.
I recommend the Klipper discourse: