Finished installing the MK4S -> Core One kit and all is well.
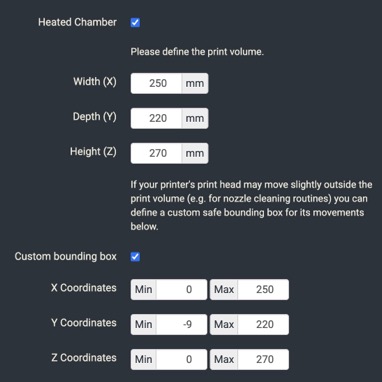
I created a new printer profile for the Core One. I did some research and found the recommended sizes have changed, so I changed those on the Core One profile:
I also changed the baud rate to 230400.
For those of you using Octoprint and a Core One, are there other preferences you might have changed? I was hoping we could document that in this thread for others to read.
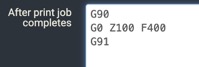
What about the gcode scripts. For example, the "after print job completes" has:
Does anyone have any changes to this? I would like to lower the print table a few more centimeters than where it is now. Has anyone done anything like that in this script? Again, hopefully this documentation might help others with these questions too.
I hope you never print anything taller than 170mm, because your end gcode script there will cause the bed to lower/nozzle to raise 100mm after print completion. If you print something larger than 170 then you risk pushing the bed into the bottom of the machine.
Thank you. That is why I posted this to begin with. I am going by what I have found in other discussions and if that is wrong, I want to have the correct values at least documented here.
What would be a safe value to enter to prevent what you describe?
G90 is absolute positioning so the G0 Z100 goes to about one-third of the Z range. Change that to anything up to G0 Z270. @jneilliii had the right idea just the wrong warning.
If you print something taller than 100mm then moving the nozzle to Z100 will crash into the print.
Here is another question I have... Prusa Slicer has custom "end" gcode. And that is what I use to prepare the print files, so if that is the case, do I even need to have anything in Octoprint?
What code runs last? The one in Octoprint or the one coming from the sliced object?
I agree with @Ewald_Ikemann, it's pretty rare use cases that would need to use something in the start or end gcode of OctoPrint that you wouldn't handle in the slicer directly. The slicer has tokens that can be used to change the move logic based on height as well.
@b-morgan is right as well, I always have to look those commands up to remember which is which and didn't in this case...oops.
Conditional moves are also possible. For example, this snippet in "after job completes" would raise the nozzle another 25mm only if the current Z position is less than 40mm.
{% if last_position.z is not none %}
{% if last_position.z < 40 %}
G91 ;relative
G0 Z25 ;move up
{% endif %}
{% endif %}