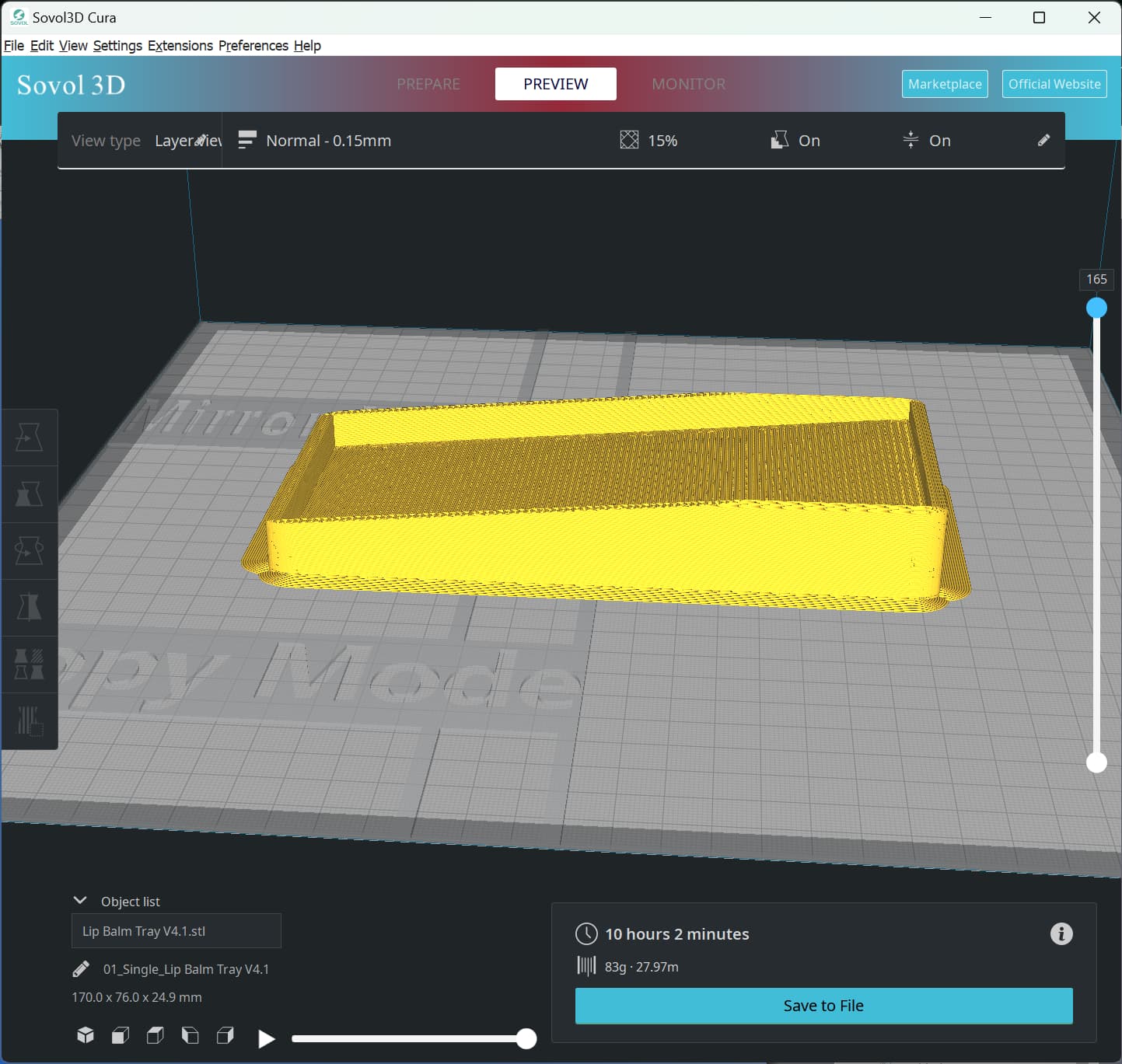
Uploading a gcode file to newly installed octoprint throws a alert.
Travel area exceeds print volume
Travel area in 01_Single_Object.gcode exceeds the print volume of the currently selected printer profile, be careful when printing this.
Travel exceeds print volume in width.
Travel exceeds print volume in depth.
Travel area: (-62.00, 0.00, 0.00) × (362.00, 427.25, 35.00)
Object's bounding box: (10.10, 20.00, 0.00) × (244.00, 200.00, 24.80)
Print volume: (0.00, 0.00, 0.00) × (300.00, 300.00, 300.00)
<small>You can disable this check via Settings > Features > "Enable model size detection [...]"</small>
attachedoctoprint-systeminfo-20231009070526.zip (128.4 KB)
WRITE HERE
This octoprint is running on an Odroid H2 setup (Celeron 1.5GHz, 16G memory) and Rocky Linux 8.8. Had this system become excess so I thought I'd throw octoprint on it so it'd have a bit beefier hardware to run on.
Printer is a Sovol SV04 idex (300x300x400). I've defined my printer identically to an older octoprint I have running on an RPi 3b and never seen this alert before. Gcode is only using the left extruder, no dual color in this object. The object is definitely within the build area and I've never seen this issue pop up before. Is this just an issue with the gcode that cura generated?
I think this was an oddity in how cura generated the gcode file. I moved the object slightly toward the front of the build plate and re-sliced it. Uploaded that version and no travel area alert. File did change quite a bit, from 9MB to 8 MB, don't think I changed anything else between slicing so the size difference is weird.
Check you printer profiles end gcode in Cura and see if you have something being commented out that shouldn't be.
opened 09:57PM - 19 Jun 23 UTC
closed 10:29AM - 30 Aug 23 UTC
triage
### The problem
Load a g code file with a move to x0.1 and you get an error 'oc… toprint travel area exceeds print volume' even though the g code does not exceed the travel area.
Settings > Printer XYZ is correct at 220, 220, 250 for my Ender 3.
Check off custom settings and don't change anything and the warning stops.
### Did the issue persist even in safe mode?
I cannot test this issue in safe mode (state why below)
### If you could not test in safe mode, please state why
New not know how
### Version of OctoPrint
lower left corner of the web interface is blank
### Operating system running OctoPrint
Debian 12
### Printer model & used firmware incl. version
Ender 3
### Browser and version of browser, operating system running browser
Firefox 102.11.0esr (64-bit)
### Checklist of files to include below
- [X] Systeminfo Bundle (always include!)
- [ ] Contents of the JavaScript browser console (always include in cases of issues with the user interface)
- [ ] Screenshots and/or videos showing the problem (always include in case of issues with the user interface)
- [ ] GCODE file with which to reproduce (always include in case of issues with GCODE analysis or printing behaviour)
### Additional information & file uploads
unable to upload .gcode file
[octoprint-systeminfo-20230619165613.zip](https://github.com/OctoPrint/OctoPrint/files/11793452/octoprint-systeminfo-20230619165613.zip)
opened 11:13AM - 30 Aug 23 UTC
Type: Discussion
Status: Under Investigation
### Cura Version
5.4.0
### Operating System
OS independent, this is a m… etadata issue
### Printer
Anycubic Vyper, Anycubic i3 Mega, Anycubic 4max
### Reproduction steps
Take a look at the results of this code search:
https://github.com/search?q=repo%3AUltimaker%2FCura+%22G28+X0+%3BY0%22&type=code
and check the full end code in the discovered profiles.
### Actual results
That end code is as follows:
```
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M84 ; disable motors
M107
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more
G28 X0 ;Y0 ;move X/Y to min endstops, so the head is out of the way
G1 Y180 F2000
M84 ;steppers off
G90
M300 S1318 P266
```
What that does is (apart from some extrusion shenanigans), turn off the steppers, switch to *relative* mode, home *only the X axis* (contrary to what the comment says, `Y0` is commented out!), try to move the head *relatively* in positive Y direction by 180mm (likely out of bed bounds, hopefully the end stops do their job), disengage the steppers again, switch back to absolute mode.
### Expected results
The end code should be doing that "bed presenting" move in *absolute* mode, or alternatively make sure to home Y first. And disengaging steppers only to engage them again right away is also a bit on the nonsensical side of things ;)
I'd propose something like would improve things
```
M104 S0 ; turn off extruder
M140 S0 ; turn off bed
M107
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
G1 Y180 F2000
M84 ;steppers off
G90 ;absolute positioning
M300 S1318 P266
```
The way the end code currently shipped is formulated, only the firmware/the printer's endstops are preventing harm to hardware, and I've gotten reports by some confused users already in OctoPrint/OctoPrint#4832 that claims that OctoPrint's sanity check of travel moves in files to be printed is malfunctioning, when it is in fact just detecting this weirdness correctly.
### Add your .zip and screenshots here ⬇️
I don't have any logs to share here as I'm reporting an issue in Cura's shipped profile data, please just check your own source as linked above.
But since I know how it is to have to triage tickets, here's a picture of a cute puppy that I hope brightens your day!

[picture source](https://unsplash.com/photos/XeOO8ir_YHs)
system
January 7, 2024, 3:01pm
4
This topic was automatically closed 90 days after the last reply. New replies are no longer allowed.