OctoPrint will not send tool selection commands to the printer of which it doesn't know the printer will be able to understand them since there are firmwares out there that will crash when getting sent a tool change command without a way to actually run a tool change.
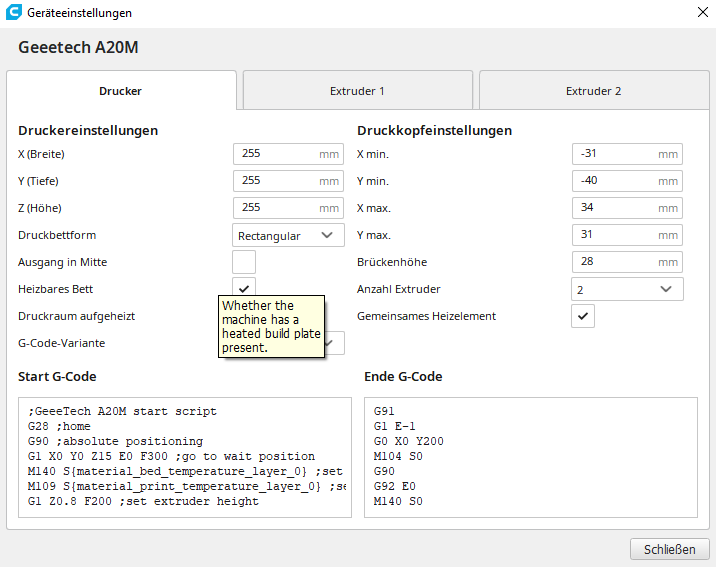
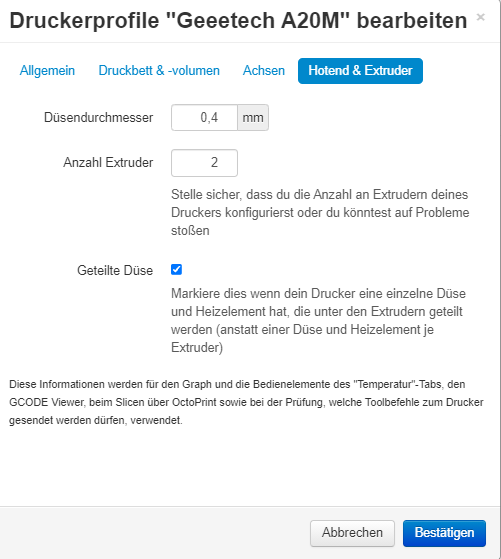
So make sure to actually configure your number of (virtual) extruders and if needed check shared nozzle in your printer profile and then OctoPrint will send your tool change commands just fine with the profile actually selected.
If that doesn't fix it, we'll need logs (both octoprint.log and serial.log which you'll need to enable first).
Thanks a lot for your info.
I just tested out and yes it is working.
I have to consider ALL virtual extruder as a physical extruder.
In my case I have set in my S3D slicer 6 extruders in total ( 3 physical and 3 virtual) and have updated my Octoprint from 3 to 6 and Now it is working.
Appreciated your info!!!!!!
This is relatively simple to implement in Ultimaker Cura. Note that OctoPrint needs to be configured as well with the number of extruders being properly set.
Solution A:
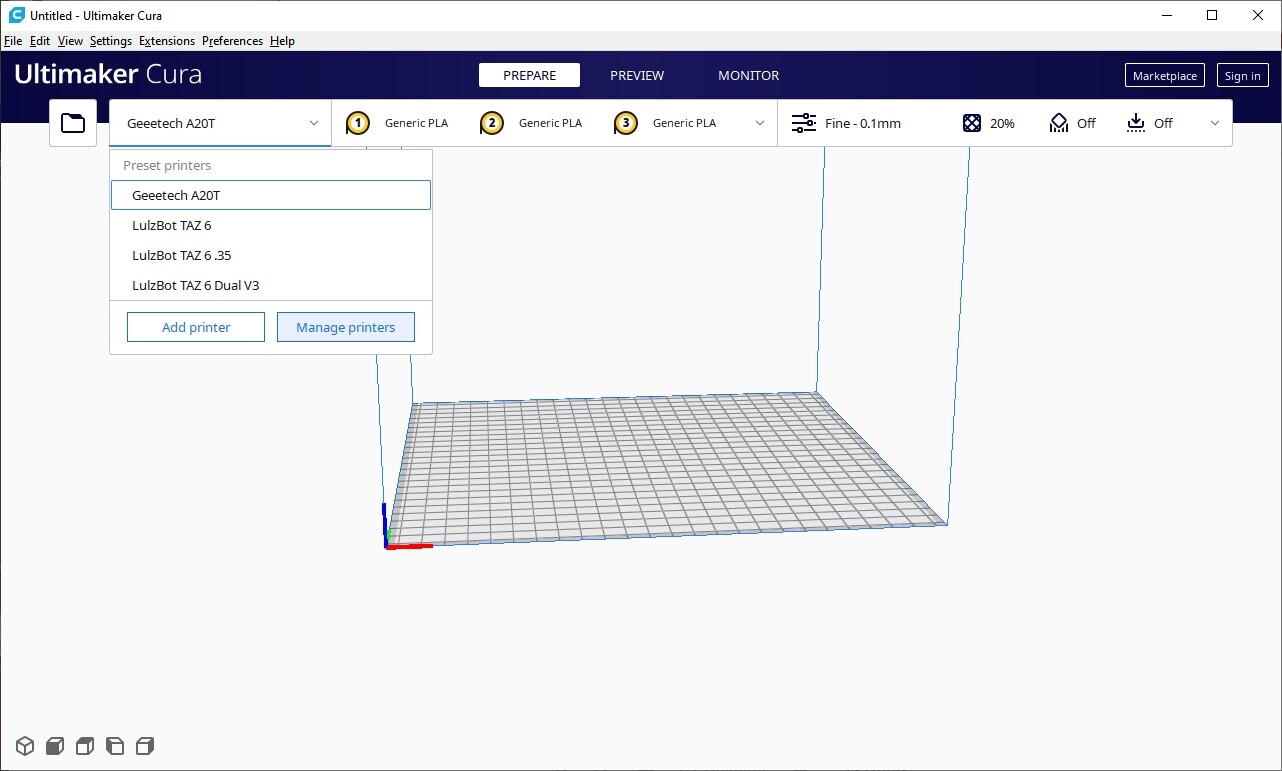
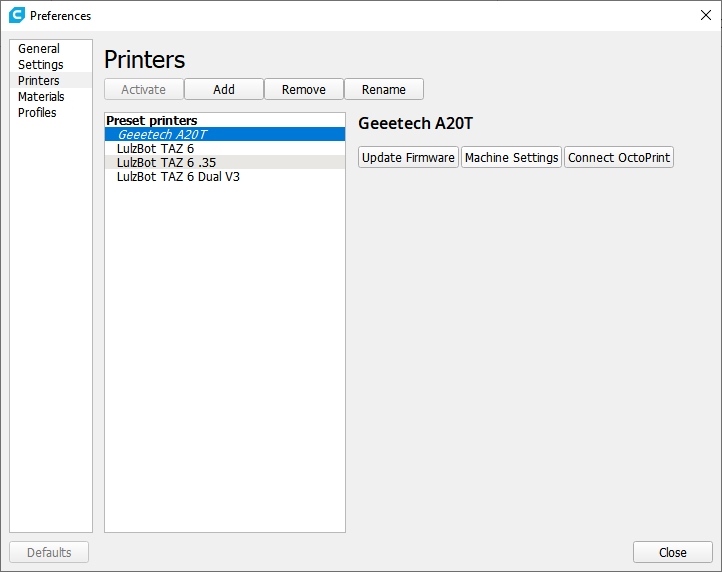
In Cura, open Manage Printers (use the Settings menu or click on the printer name).
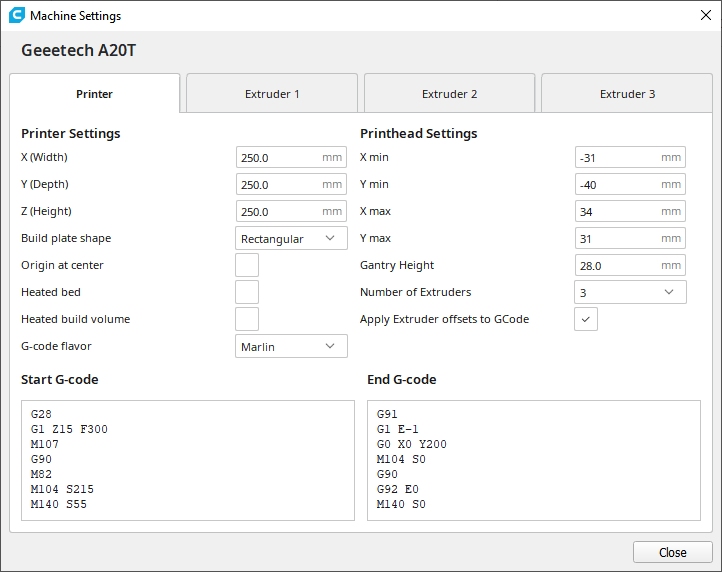
Click on "Machine Settings".
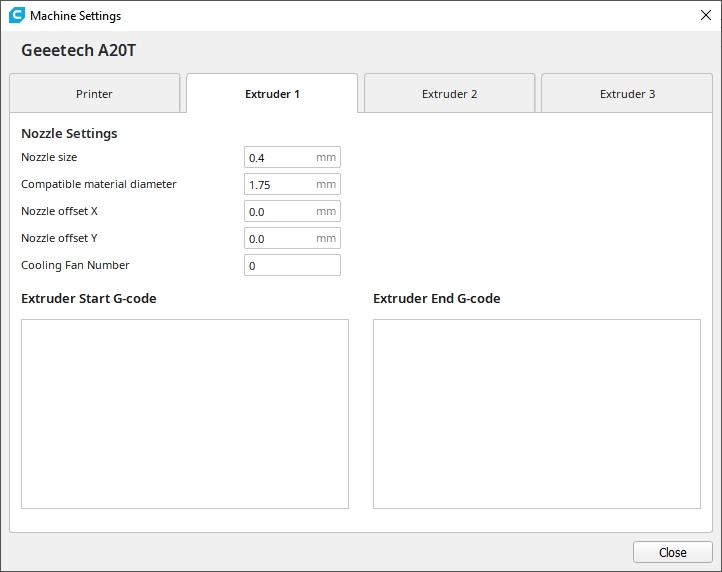
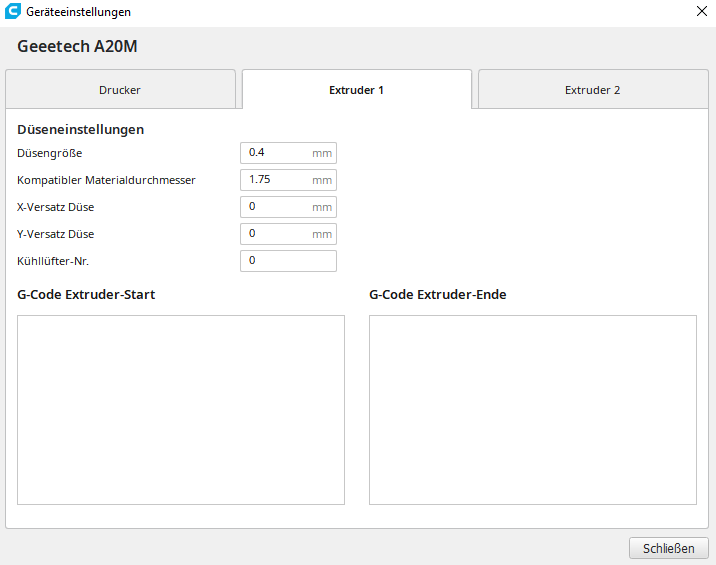
Click the "Extruder 1" tab.
Add two M163 commands M163 S0 P1 and 'M163 S1 P0` (two lines).
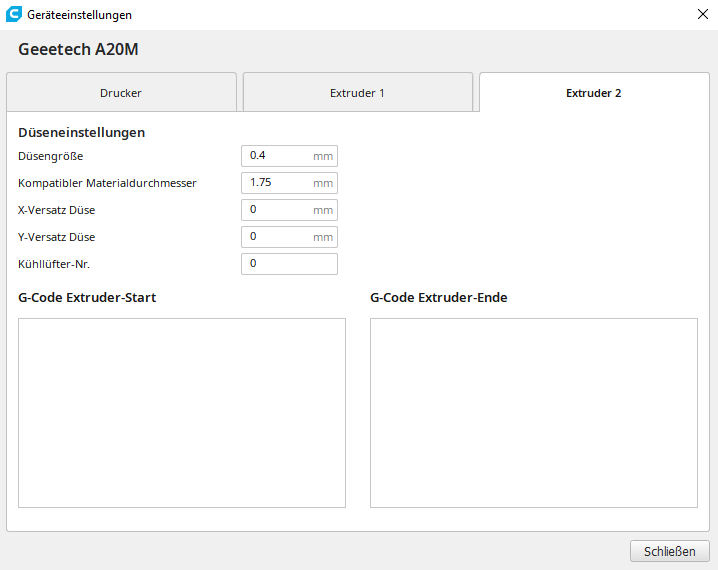
Click the "Extruder 2" tab.
Add two M163 commands M163 S0 P0 and 'M163 S1 P1` (two lines).
Configure OctoPrint for 2 extruders, shared nozzle.
This is the simplest solution but this printer can do more. The following solution is more flexible as you can define as many mix ratios as you want. It is a bit more complicated to setup.
Solution B:
In Cura, open Add Printer.
Select Custom FFF Printer.
Copy all of the A20M settings to this custom printer except define more than two extruders.
Click on "Machine Settings".
Click on "Extruder n"
Add two M163 commands to each extruder setting the mix desired.
Configure OctoPrint for the number of extruders configured, shared nozzle.
For example, with 5 extruders you could have 1, 0; 0, 1; .75, .25; .5, .5; .25, .75 as the ratios.
Take a look at the Marlin documentation for M163, M164, M165, and M166. Instead of adding M163 commands to each extruder tab, you can add a series of M163 and M164 commands to the Start G-code.
Using M165 and M166 commands (assuming the A20M has the firmware support for them) is more complicated but possible.
Cura doesn't really understand "multi color". What it does understand is "multi extruders". It also understands the concept of a shared nozzle, i.e. one heater block. As I explained before, colors are associated with extruders in the printer machine settings.
Even substituting "multi color" for "mc" in @Fortuna's question, I still don't understand the question.
@Fortuna, Please read the entire topic. You asked where to find the Machine Settings and I showed you but I also explained what needs to be added to those Machine Settings in an earlier response (linked below). There are links in my post (blue text) that point to additional information about the commands available, please read those as well.
The M163 commands should be added in only one of two places. Either the Start G-code for the printer or the Start G-code for each extruder. The following video adds them to the Printer Start G-code.
In addition to setting up Cura, you also need to setup OctoPrint. If you use 2 extruders in Cura, then you need to tell OctoPrint that you have 2 extruders. If you use 5 extruders in Cura, then you need to tell OctoPrint you have 5 extruders.