Firstly, thank you for accepting me onto this forum.
I hope you can advise me on a problem that I am experiencing, probably not with Octopi, but with some other part of the printing process. I have checked through the forum but cannot find any previous posts on this subject.
On checking a difficult print from my Ender3, I noticed strange irregularities in the extrusion quality, as may be seen in the attached photo.
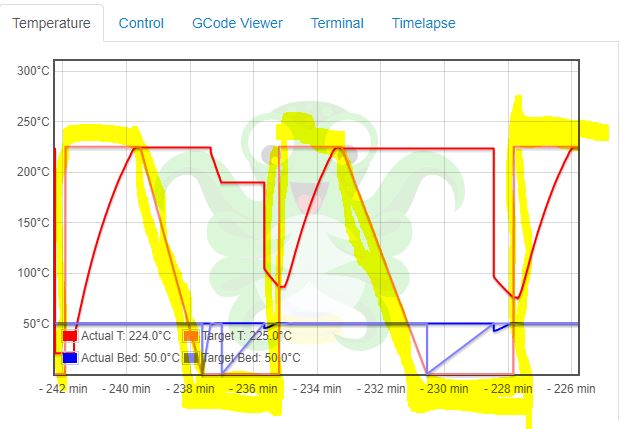
On checking OctocoPi, I noticed that the Target temp graph lines indicate different target temps in an approx. 8 minute cycle. (and of course, the actual temp follows its command). I have high-lighted Target temp with a yellow high-lighter. See chart attached.
I sliced with Prusa and on checking the gcode and found that M140 was set to M140 S225 correctly at the start of the code, and M140 was not sent again until zero was set at the end of all the code.
Is this strange . . . or not?
Any ideas please?
P.S. I hope that I have provided enough info for you to be able to understand the problem.
I was not allowed to add the photo of the print, but it shows a strange bubbling of the extrusion which I am putting down to these temperature variations.
That's strange. Usually the target temp should switch on to a certain temp (220°C, 0°C = off etc).
On that graph, it is continuously going down.
You may share the Systeminfo Bundle.
And you also try safe mode to see if a plugin is the culprit
Many thanks Ewald for your instant response.
I will fire my pc up in safe mode tomorrow and try your suggestion.
I have researched the net and discovered how to get that bundle which I will draw down and put up here.
Many thanks again.
Yes. One and the same. Somehow I seem to have two accounts. I don't know how I managed that. Strangly enough, I didn't ask the Octopi/Octoprint question, but I found it enlightening. (I am beginning to wonder whether there is another David Parker on the site).
Regarding my actual temperature question I couldn't respond earlier as I was temprarily suspended.
There appear to be a number of temperature oddities, in as much that it instructed 260c instead of 235c but the printer ran at 235c anyway. Also the timeline seems to stop after 2 mins.
This is on my PC . Viewing on my Samsung phone seems to work OK.
Just a few of my comments, I don't expect you to spend time replying.
Many thanks for your help.